[0001]
本
实用新型属于挤出成型的模具生产技术
领域,涉及一种毛细管用挤出模具。
背景技术:
[0002]
ptfe,又称聚四氟乙烯,其具有高绝缘性、耐高低温、耐腐蚀、耐候性强、高强度、阻燃等特点,广泛应用在
电子、计算机、电热、航天、通讯产业中,具体应用为绝缘套管、微型变压器、特殊
传感器、以及人造血管等。
[0003]
ptfe管在行业内
通用的标准有ul标准、astm d3295等标准。这些标准规定了不同规格的产品尺寸,其规格编号从0~30,其中0号最大,30号最小,以30l为例,其内径为0.30mm,壁厚仅为0.15mm,产品尺寸非常小。近年来随着微型化的发展,还出现了32/34/36/38/40/42/44的规格编号,38号ptfe管的内径为0.1mm,最小的44号ptfe管的内径仅为0.05mm。
[0004]
这种更小内径的管材加工极为不便,利用普通加工模具难以得到质量较好的成品,特别是细小内孔的光滑度难以做好,如果使用普通加工模具,存在难抛光的问题,使毛细管外观粗糙,导致产品不合格。
技术实现要素:
[0005]
针对上述现有技术中的问题,本实用新型的目的是提供一种结构简单、加工方便,制备的毛细管表面光洁的毛细管用挤出模具。
[0006]
本实用新型为了提供一种毛细管用挤出模具,所采用的的
技术方案如下:
[0007]
一种毛细管用挤出模具,包括口模,所述口模包括成对设置且一体连接的第一模和第二模;
[0008]
所述第一模和第二模在配合面上均设置截面为半圆弧的半孔,所述第一模和第二模以配合面一体连接后,所述的半孔拼接形成通孔;所述通孔用于挤出毛细管。
[0009]
优选的,所述第一模和第二模呈轴对称设置。
[0010]
优选的,所述第一模和第二模各为圆柱体的一半;
[0011]
所述第一模和第二模以配合面连接后形成中心带通孔的圆柱体。
[0012]
进一步的,所述第二模上设置连接件,第一模上设置供连接件穿过的固定孔,通过连接件穿过固定孔对第一模和第二模进行一体连接。
[0013]
进一步的,所述固定孔设为销孔,所述连接件设为销子,所述销子在销孔内过盈配合从而将第一模和第二模固定连接为一体。
[0014]
进一步的,所述口模还包括固定外壳,所述第一模和第二模一体连接后的整体嵌套固定于固定外壳内。
[0015]
进一步的,当第一模和第二模一体连接后的整体为圆柱体时,所述固定外壳设为外圆筒,所述第一模和第二模一体连接后的圆柱体嵌套固定在外圆筒内。
[0016]
进一步的,所述固定外壳为金属材质。
[0017]
优选的,所述的通孔设为变径通孔,且所述的通孔从远离出口端到靠近出口端的孔径由大变小;
[0018]
所述通孔内用于容纳芯棒,且所述口模形成通孔的内壁与芯棒的外侧面围成挤出通道,用于在出口端挤出毛细管。
[0019]
优选的,所述毛细管为ptfe材质。
[0020]
本实用新型能够带来以下有益效果:
[0021]
本实用新型中通过第一模与第二模配合形成带通孔的整体,其中第一模和第二模分别带半孔,从而可以方便的对半孔进行抛光,不仅结构简单,而且加工方便,可以提
高通孔的光洁度,再从通孔中挤出毛细管,就可以得到表面光滑的毛细管产品,从而提高产品质量。
附图说明
[0022]
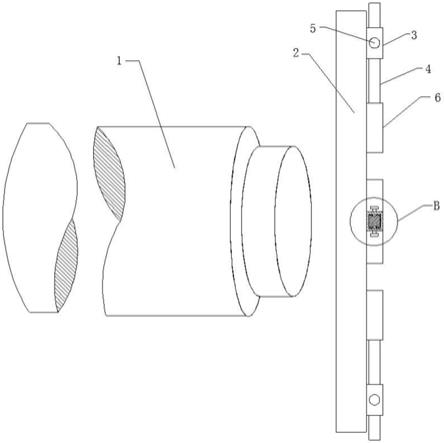
图1为本实用新型第一模的结构
示意图。
[0023]
图2为本实用新型第二模的结构示意图。
[0024]
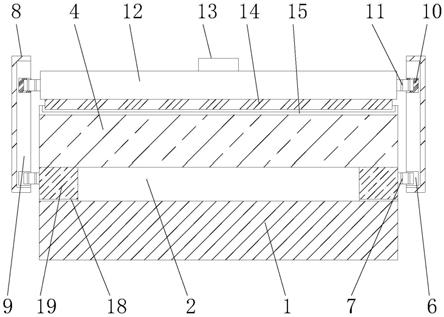
图3为本实用新型毛细管用挤出模具的结构示意图。
[0025]
图中标注符合的含义如下:
[0026]
1-第一模,10-固定孔;2-第二模,20-连接件;3-半孔;
[0027]
4-固定外壳;p-配合面,l-缺口。
具体实施方式
[0028]
下面将结合具体实施例,对本实用新型中的技术方案进行清楚、完整地描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
[0029]
根据本实用新型提供的一种实施例,如图1、2所示,为一种毛细管用挤出模具,包括口模,所述口模包括成对设置且一体连接的第一模1和第二模2;
[0030]
所述第一模1和第二模2在配合面p上均设置截面为半圆弧的半孔3,所述第一模1和第二模2以配合面p一体连接后,所述的半孔3拼接形成通孔;所述通孔用于挤出毛细管。
[0031]
本实施例中,由于第一模1与第二模2配合形成带通孔的整体,其中第一模1和第二模2分别带半孔3,从而结构简单,可以方便的对半孔3进行抛光,提高光洁度,再从通孔中挤出毛细管,就可以得到表面光滑的毛细管产品,提高产品质量。
[0032]
其中优选的,所述第一模1和第二模2呈轴对称设置。便于二者配合面p的一体连接,同时便于加工。
[0033]
更优的,所述第一模1和第二模2各为圆柱体的一半;所述第一模1和第二模2以配合面p连接后形成中心带通孔的圆柱体。
[0034]
本实施例便于加工,在实际应用时,加工出2个圆柱体后,分别在最中间打通孔,采用慢走丝脉冲电火
花切割的方式进行加工,然后再进行倒角、抛光等操作,将得到2个中心带通孔的圆柱体作为两个预备口模;分别将预备口模对半剖开,加工出2个完好的半圆柱体即第一模1、第二模2后,可以方便的对截面为半圆弧的半孔进行抛光处理,抛光后满足光洁度的要求,使第一模1、第二模2拼接后形成一个中心带通孔的完整的圆柱体,从而显著提高
挤出产品的光洁度。
[0035]
在另一个实施例中,如图1、2所示,所述第二模2上设置连接件20,第一模1上设置供连接件20穿过的固定孔10,通过连接件20穿过固定孔10对第一模1和第二模2进行一体连接。具体的,所述固定孔10设为销孔,所述连接件20设为销子,所述销子在销孔内过盈配合从而将第一模和第二模固定连接为一体。
[0036]
其中优选的,所述口模还包括固定外壳4,所述第一模1和第二模2一体连接后的整体嵌套固定于固定外壳4内。从而进一步保证挤出毛细管的稳定性。其中,所述固定外壳为金属材质;提高牢固度,防止产生变形。
[0037]
更优的,当第一模1和第二模2一体连接后的整体为圆柱体时,所述固定外壳4设为外圆筒,将第一模1和第二模2一体连接后的圆柱体嵌套固定在外圆筒内。
[0038]
本实施例中,将第一模1和第二模2组合后装入一个加工好的外圆筒中进行固定,得到最终的模具,从模具的中心通孔可以方便且光滑的挤出毛细管。
[0039]
在另一个实施例中,所述的通孔设为变径通孔,且所述的通孔从远离出口端到靠近出口端的孔径由大变小;所述通孔内用于容纳芯棒,且所述口模形成通孔的内壁与芯棒的外侧面围成挤出通道,用于在出口端挤出毛细管。
[0040]
上述实施例中,所述毛细管为ptfe材质。
[0041]
此外,第一模1和第二模2远离通孔的外侧壁上还可以设置缺口l,便于搬运。
[0042]
根据本实用新型提供的一应用例,在上述实施例的基础上,加工出2个圆柱体后,分别在最中间打通孔,采用慢走丝脉冲电火花切割的方式进行加工,然后再进行倒角、抛光等操作,就得到2个中心带通孔的圆柱体作为两个预备口模;分别将预备口模对半剖开,加工出第一模1、第二模2后,对截面为半圆弧的半孔进行抛光处理,从而加工出靠近出口端的通孔孔径为0.80mm的口模。利用该口模加工得到的ptfe毛细管外观光滑、尺寸稳定。
[0043]
应当说明的是,上述实施例均可根据需要自由组合。以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除