[0001]
本
实用新型涉及
手套生产
领域,尤其涉及一种手套浸胶生产线。
背景技术:
[0002]
防护手套一般采用浸胶装置对手套进行浸胶处理,手套套装在手模架的手模上,当浸胶装置带动手模架运行到浸胶位置时,手模架翻转使手模倾斜一定角度,从而使手模上的手套以一定角度浸入胶中,形成防护层,浸胶完成后,需进行沥胶和烘干。但现有浸胶设备的翻转装置只能使手模架360
°
旋转,导致手模浸入胶水时的角度是固定的,无法满足各种浸胶需求的防护手套。
[0003]
基于此,本案由此而生。
技术实现要素:
[0004]
本实用新型的目的在于提供手套浸胶生产线,用于满足各种浸胶需求的防护手套。
[0005]
为了实现上述目的,本实用新型的
技术方案如下:
[0006]
一种手套浸胶生产线,包括手模架和多个用于输送手模架的夹紧平移装置,相邻两个夹紧平移装置之间设有浸胶装置,所述夹紧平移装置和浸胶装置的上方设有烘干箱,位于生产线最末端的夹紧平移装置的一侧设有用于将手模架送入烘干箱的升降移送装置,所述升降移送装置和浸胶装置均包括
机械臂;
[0007]
所述机械臂包括两根连接臂,两根连接臂上均转动连接有一级臂,所述连接臂上固接有用于驱动一级臂转动的一级驱动部,两根一级臂上均转动连接有二级臂,所述一级臂上固接有用于驱动二级臂转动的二级驱动部,其中一根二级臂上转动连接有夹具一并固接有用于驱动夹具一转动的三级驱动部,另一根二级臂上固接有与夹具一相对称的夹具二。
[0008]
进一步的,所述手模架包括框架,框架上固定有夹头一、夹头二及若干手模,框架的两端均开设有限位孔,所述夹头一为碟型,夹头二为球型。
[0009]
进一步的,所述夹紧平移装置包括平移机构和夹紧机构,所述夹紧机构包括多个夹紧工位,每个夹紧工位均包括用于放置手模架的放置座,放置座的两端均设有气缸一,气缸一上设有用于插入限位孔的插头一;所述平移机构包括平移驱动部一和设置在夹紧工位两侧的轨道一,每根轨道一上均滑动连接有通过平移驱动部一驱动的平移杆,每根平移杆上均设有多个竖向伸缩的气缸二,其中一根平移杆上的气缸二上设有夹具三,另一根平移杆上的气缸二上设有夹具四,所述夹具三和夹具四在多个夹紧工位之间来回移动。
[0010]
进一步的,所述夹具一和夹具三均包括两个相对设置的气缸三,气缸三上固接有夹板,两块夹板的相对面上均开设有与夹头一相配合的碟型槽;所述夹具二和夹具四均包括气缸四,气缸四上固接有套筒,套筒上设有与夹头二相配合的卡球孔。
[0011]
进一步的,所述浸胶装置包括浸胶箱、沥胶架、设置在两个夹紧平移装置之间的横
向移动机构,浸胶装置的机械臂包括与横向移动机构移动端连接的第一机械臂和第二机械臂,所述第一机械臂在沥胶架和其中一端的夹紧平移装置之间来回移动,所述第二机械臂在沥胶架和另一端的夹紧平移装置之间来回移动,所述浸胶箱设置在第一机械臂的移动路线上。
[0012]
进一步的,所述沥胶架包括两个支座和位于两个支座之间的摆臂,摆臂的两端设有连接杆,连接杆上设有与支座转动连接的转轴,其中一个支座上固定有电机,电机的转动端与固定该电机的支座上的转轴固接;所述摆臂的两端设有气缸五,气缸五上固接与限位孔相配合的有插头二。
[0013]
进一步的,所述手模架上至少有一端的限位孔有多个。
[0014]
进一步的,所述升降移送装置包括升降机构,所述升降移送装置的机械臂与升降机构的移动端连接。
[0015]
本实用新型的优点在于:通过设置可转动的一级臂、二级臂及夹具一,使得机械臂可以像人手一样自由活动,实现将手模架多角度的浸入胶中;并通过机械臂与平移夹紧机构的配合,实现智能化生产线的设计,该生产线可根据浸胶工序的需求进行组合改造,具有实用性强、适用范围广、造价低等优点。
附图说明
[0016]
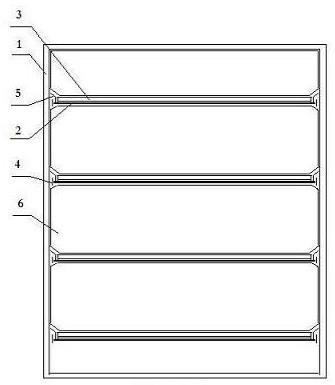
图1为本实用新型在实施例1中的构造
示意图;
[0017]
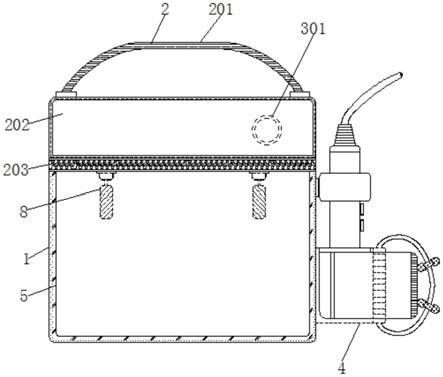
图2为实施例1中的手模架的构造示意图;
[0018]
图3为图2的右视示意图;
[0019]
图4为图2的左视示意图;
[0020]
图5为实施例1中的机械臂的构造示意图;
[0021]
图6为实施例1中第一机械臂抓取手模架时的状态示意图;
[0022]
图7为实施例1中第一机械臂抓取手模架进行浸胶时的状态示意图;
[0023]
图8为实施例1中夹紧平移装置的构造示意图;
[0024]
图9为图8的另一个视角的构造示意图;
[0025]
图10为图8的俯视示意图;
[0026]
图11为图8的侧视示意图;
[0027]
图12为图8的a部放大示意图;
[0028]
图13为实施例1中夹紧平移装置与手模架的配合示意图;
[0029]
图14为实施例1中沥胶架的构造示意图;
[0030]
图15为实施例1中沥胶架与手模架的配合示意图;
[0031]
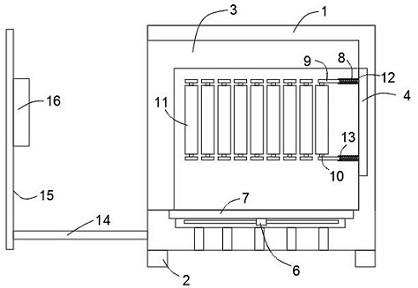
图16为图1的侧视示意图;
[0032]
图17为实施例1中升降移送装置将手模架送入烘干箱时的状态示意图;
[0033]
图18为本实用新型在实施例2中的构造示意图;
[0034]
标号说明
[0035]
夹紧平移装置1,放置座11,气缸一12,插头一13,轨道一14,平移杆15,气缸二16;
[0036]
浸胶装置2,浸胶箱21,第一机械臂22,第二机械臂23,沥胶架24,支座241,摆臂242,连接杆243,转轴244,电机245,气缸五246,插头二247,横移板25,轨道二26;
[0037]
升降移送装置3,第三机械臂31;烘干箱4,传送带41;
[0038]
手模架5,框架51,夹头一52,夹头二53,限位孔54;
[0039]
夹具一61,夹具二62,夹具三63,夹具四64,气缸三65,气缸四66,夹板67,碟型槽68,套筒69,卡球孔610;
[0040]
连接臂71,一级臂72,二级臂73,一级驱动部74,二级驱动部75,三级驱动部76。
具体实施方式
[0041]
以下结合实施例对本实用新型作进一步详细描述。
[0042]
实施例1:
[0043]
本实施例提出一种手套浸胶生产线,如图1所示,该生产线用于需一次浸胶的手套,从生产线起点至终点依次包括夹紧平移装置1、浸胶装置2、夹紧平移装置1及升降移送装置3,在夹紧平移装置1和浸胶装置2的上方还设有烘干箱4,采用将烘干箱4设置在夹紧平移装置1和浸胶装置2上方的立体式设计,可以有效节省
厂房内的使用面积。本实施例中的烘干箱4为防护手套生产领域的常规装置,故本申请中不作细化描述,该种烘干箱4中都设置有传送带41,用于传送手模架5。
[0044]
如图2至4所示,该生产线还包括手模架5,所述手模架5包括矩形的框架51,框架51上沿其长度方向依次固定有夹头一52、若干手模及夹头二53,框架51长度方向的两端均开设有限位孔54,所述夹头一52为碟型,夹头二53为球型。
[0045]
如图8至13所示,夹紧平移装置1包括平移机构和夹紧机构,所述夹紧机构包括四个夹紧工位,每个夹紧工位均包括用于放置手模架5的放置座11,四个夹紧工位沿放置座11宽度方向整齐排列,放置座11的两端均设有气缸一12,气缸一12的伸缩端固定有用于插入限位孔54的插头一13。所述平移机构包括平移驱动部一(图中未示出,对平移杆15的驱动可采用气缸或
液压缸实现)和设置在夹紧工位两侧的轨道一14,每根轨道一14上均滑动连接有通过平移驱动部一驱动的平移杆15,每根平移杆15上均设有多个竖向伸缩的气缸二16,其中一根平移杆15上的气缸二16的伸缩端固定有夹具三63,另一根平移杆上15的气缸二16的伸缩端固定有夹具四64,所述夹具三63和夹具四64在多个夹紧工位之间来回移动。本实施例中平移杆15与轨道一14之间的滑动连接通过滚轮实现。
[0046]
浸胶装置2包括浸胶箱21、第一机械臂22、第二机械臂23、沥胶架24及横向移动机构,如图1所示,本实施例的横向平移机构包括横移板25、轨道二26及用于驱动横移板25移动的平移驱动部二(图中未示出,对横移板25的驱动可采用气缸或液压缸实现),横移板25通过滚轮滑动连接在轨道二26上。横移板25有两块,第一机械臂22和第二机械臂23分别固定在两块横移板25上,以实现横向移动,所述第一机械臂22在沥胶架24和其中一端的夹紧平移装置1之间来回移动,所述第二机械臂23在沥胶架24和另一端的夹紧平移装置1之间来回移动,所述浸胶箱21设置在第一机械臂22的移动路线上。
[0047]
如图14和15所示,沥胶架24包括两个支座241和位于两个支座241之间的摆臂242,摆臂242的两端设有连接杆243,连接杆243上设有与支座241转动连接的转轴244,其中一个支座241上固定有电机245,电机245的转动端与固定该电机245的支座241上的转轴244固接;所述摆臂242的两端设有气缸五246,气缸五246上固接与限位孔54相配合的有插头二247。
[0048]
升降移送装置3包括升降机构(图中未详细示出),本实施例中的升降机构可采用涡轮涡杆升降机或液压缸或其它可升降的机构,升降机构的移动端连接有与第一、第二机械臂22、23结构相同的第三机械臂31。
[0049]
如图5所示,为第一、第二或第三机械臂22、23、31的构造示意图,第一和第二机械臂23包括两根连接臂71,第一和第二机械臂22、23的连接臂71用于与横移板25固接,第三机械臂31的连接臂71用于与升降机构的移动端固接。机械臂的两根连接臂71上均转动连接有一级臂72,所述连接臂71上固接有用于驱动一级臂72转动的一级驱动部74,两根一级臂72上均转动连接有二级臂73,所述一级臂72上固接有用于驱动二级臂73转动的二级驱动部75,其中一根二级臂73上转动连接有夹具一61并固接有用于驱动夹具一61转动的三级驱动部76,另一根二级臂73上固接有与夹具一61相对称的夹具二62。本实施例的一至三级驱动74、75、76可采用伺服电机,用于精确控制各级臂的转动。由于一级臂72、二级臂73及夹具一61可自由转动,使得机械臂可以像人手一样自由活动,实现将手模架5多角度的浸入胶中。如图6和7所示,为第一机械臂22抓取手模架5进行浸胶的状态示意图。
[0050]
夹具一61和夹具三63的结构相同,夹具一62和夹具三64的结构相同。夹具一61和夹具三63均包括两个相对设置的气缸三65,气缸三65上固接有夹板67,两块夹板67的相对面上均开设有与夹头一52相配合的碟型槽68;所述夹具二62和夹具四64均包括气缸四66,气缸四66上固接有套筒69,套筒69上设有与夹头二53相配合的卡球孔610。如图12所示,为夹具三63的放大示意图。
[0051]
该生产线的使用包括以下步骤,
[0052]
步骤一:根据手套的浸胶需求确定浸胶装置2和夹紧平移装置1的数量,由于本实施例的防护手套只需进行一次浸胶,故如图1所示,该生产线设置了两个夹紧平移装置1和一个浸胶装置2,并根据生产线长短设置烘干箱4,这里烘干箱4的设置主要使烘干箱4的入口可以与第三机械臂31相配合;
[0053]
步骤二:工人将待浸胶手套套在手模架5上,并将手模架5放置在第一个夹紧平移装置1最外侧的夹紧工位上,该夹紧工位夹紧手模架5以完成手模架5的
定位;平移机构通过气缸二16实现夹具三63和夹具四64的竖向移动,通过气缸三65和气缸四66实现夹具一61、二62对手模架5的夹取和释放,通过上述动作,平移机构将前一夹紧工位上的手模架5移动至后一夹紧工位上;由于第一机械臂22抓取手模架5的位置是固定的,所以手模架5在被传输的过程中不能发生偏移,而夹紧工位对手模架5的夹紧,可以有效定位手模架5的位置,并避免设备震动或其它人为、
环境因数对手模架5的位置造成影响,保证了手模架5运输的精度;
[0054]
步骤三:当手模架5放置在靠近第一机械臂22的夹紧工位上时,第一机械臂22平移到夹紧工位上将手模架5取走进行浸胶并放置到沥胶架24上,沥胶架24上的气缸五246将手模架5固定后,沥胶架24上的电机245转动,带动摆臂242进行旋转摆动,通过转动使得手套上多余的胶水被甩出,实现手套的沥胶工序;沥胶后,第二机械臂23抓取沥胶架24上的手模架5并将其放置在后一夹紧平移装置1上,该夹紧平移装置1将手模架5平移至升降移送装置3侧;
[0055]
步骤四:升降移动装置上的第三机械臂31抓取夹紧平移装置1上的手模架5,并在升降机构作用下上升,如图16和17所示,当上升至设计高度时,第三机械臂31将其上的手模
架5放置到传送带41上,手模架5在传送带41作用下进入烘干箱4内进行烘干工序。
[0056]
机械臂在对手模架5进行浸胶、抓取或摆放的过程中会转动手模架5,为更好的抓取手模架5,避免手模架5发生不必要的自转,所以将手模架5的夹头一52设置为碟型,夹头二53设置为球形。当机械臂抓取手模架5时,夹具一61或三通过气缸三65实现开合,夹住夹头一52,夹具二62通过气缸四66实现伸缩,套住夹头二53;此时,若夹具一61不动,手模架5不能相对于机械臂发生转动,若夹具一61转动,手模架5能跟随夹具一61一起转动(夹具二62只能轴向限位,不能限制手模架5转动)。
[0057]
沥胶架24在转动手模架5时,为防止手模架5发生自转,本实施例将手模架5一端的限位孔54设置成一个,另一端的限位孔54设置成两个,相应的,其中一个气缸五246的伸缩端设置有一个插头二247,另一个气缸五246的伸缩端设置有两个插头二247,这样的设计,有效的避免手模架5被沥胶架24摆动时发生自转(即手模架5一端两点限位,另一端一点限位,有效避免了自转),同样的,为统一结构,放置座11两端的插头一13也需设置成其中一端一个,另一端两个。
[0058]
实施例2:
[0059]
本实施例的原理与实施例1相同,不同之处在于,本实施例可用于需二次浸胶的防护手套,本实施例生产线起点至终点依次包括夹紧平移装置1、浸胶装置2、夹紧平移装置1、浸胶装置2、夹紧平移装置1及升降移送装置3。由此可见,当需要进行n次浸胶时,生产线需设置n个浸胶装置2和n+1个夹紧平移装置1,也体现了该生产线具有布局灵活、适用范围广的优点。
[0060]
上述实施例仅用于解释说明本发明的构思,而非对本发明权利保护的限定,凡利用此构思对本发明进行非实质性的改动,均应落入本发明的保护范围。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除