[0001]
本
实用新型涉及lcm显示
领域,特别是一种背光遮光胶保压装置。
背景技术:
[0002]
在背光面板的生产中,遮光胶贴附到胶框时,需要进行保压,来激活遮光胶与胶框胶水,使得遮光胶与胶框黏住的面积越大,粘住胶框越牢固。然而在生产过程中,大多采用人工手指按压遮光胶,这样遮光胶与胶框粘合生产良率处于80%以下,合格产品低,造成生产成本高。另外少部分生产过程中,有采用保压设备进行按压贴附有遮光胶的胶框时,然而对于这种保压设备加工精度要求高,造成调试时间久,在保压过程中,如果治具有偏差,很容易导致保压的产品被压坏;并且,保压设备的治具共用性差,造成每种型号的背光面板都需要配备对应型号的治具,生产成本增加。
技术实现要素:
[0003]
针对上述问题,本实用新型提供了一种背光遮光胶保压装置,能自动进行上料和下料,对贴附有遮光胶的胶框进行自动保压,并在保压过程中能保护工件,防止工件损伤,降低生产成本。
[0004]
本实用新型采用的
技术方案为:
[0005]
一种背光遮光胶保压装置,其特征在于,包括工作台,工作台上设有至少一个用于待保压工件的保压工位;还包括至少一个用于对保压工位内工件进行按压的按压机构以及至少一个用于对保压工位进行上料和下料的取料机构;每一个保压工位内设有用于承载工件的承载座,承载座包括设置在工作台上的固定座,固定座内设有容腔,容腔内设有用于承载工件的承载板,容腔内还设有处于承载板的下方用于在按压机构对保压工位内工件压力过大时发生变形使得承载板下移以保护工件的弹性件。
[0006]
优选地,所述承载板上表面设有用于
定位工件的胶垫,胶垫采用粘贴方式贴附在承载板的上表面。
[0007]
优选地,所述弹性件为弹簧,承载板的下方设有至少一个弹簧,所述每个弹簧的底部设有弹力调节座。
[0008]
优选地,所述容腔为两端开口的通口腔,容腔的底部开口内安装有安装座,安装座的顶面上设有用于安放弹簧的下安放槽;所述承载板的底面设有与下安放槽对应用于安放弹簧的上安放槽。
[0009]
优选地,所述承载板上设有分别处于水平四个方向的平衡槽,每个平衡槽内设有用于显示平衡度的平衡珠。
[0010]
优选地,各按压机构与各保压工位一一对应。
[0011]
优选地,同一个按压机构对应多个保压工位,各保压工位围绕按压机构分布。
[0012]
更优选地,各保压工位与各取料机构一一对应。
[0013]
更优选地,所述按压机构包括转轴以及用于驱动转轴转动的转轴驱动器,所述转
轴上设有与转轴同步转动的支架,支架上设有按压组件,按压组件包括有保压压头以及用于驱动保压压头升降的按压驱动器,按压驱动器设置在支架上。
[0014]
优选地,所述取料机构处于保压工位的一侧,所述取料机构包括用于吸取工件的吸盘以及用于驱动吸盘移动的吸盘驱动组件;所述吸盘驱动组件包括滑轨、与滑轨配合的滑动架以及用于驱动滑动架移动的滑动驱动器,吸盘设置在滑动架上。
[0015]
与现有技术相比,本实用新型的有益效果在于:本实用新型提供一种背光遮光胶保压装置,利用取料机构能自动对保压工位进行上料和下料,保压机构对保压工位内贴附有遮光胶的胶框进行自动保压,提高生产
效率,并在保压过程中在保压机构施加的压力过大时使得承载板下移以保护工件,防止工件损伤,承载板上的胶垫可进行更换以适用于各种型号的胶框,提高共用性,降低生产成本。
附图说明
[0016]
图1,为本实用新型提供的一种背光遮光胶保压装置的
示意图;
[0017]
图2,为本实用新型提供的一种背光遮光胶保压装置的爆炸图;
[0018]
图3,为本实用新型提供的一种背光遮光胶保压装置中承载座的爆炸图;
[0019]
图4,为本实用新型提供的一种背光遮光胶保压装置中承载板的示意图;
[0020]
图5,为本实用新型提供的一种背光遮光胶保压装置中承载板的仰视图;
[0021]
图6,为本实用新型提供的一种背光遮光胶保压装置中固定座的仰视图;
[0022]
图7,为本发明提供的一种背光遮光胶保压装置的俯视图示意图;
[0023]
图8,为本发明提供的一种背光遮光胶保压装置的工作流程示意图。
具体实施方式
[0024]
根据附图对本实用新型提供的优选实施方式做具体说明。
[0025]
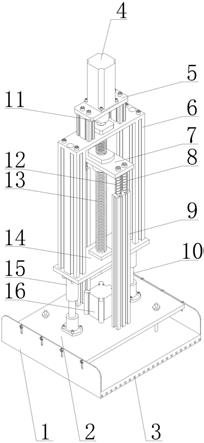
图1至图6,为本实用新型提供的一种背光遮光胶保压装置的优选实施方式。如图1至图6所示,该背光遮光胶保压装置包括工作台10,工作台10上设有至少一个用于待保压工件的保压工位11;还包括至少一个用于对保压工位内工件进行按压的按压机构20以及至少一个用于对保压工位进行上料和下料的取料机构30;每一个保压工位11内设有用于承载工件的承载座40,承载座40包括设置在工作台上的固定座41,固定座41内设有容腔411,容腔411内设有用于承载工件的承载板42,容腔411内还设有处于承载板的下方用于在按压机构对保压工位内工件压力过大时发生变形使得承载板下移以保护工件的弹性件43,在取料机构30将待保压工件移送至工作台10的一个保压工位11上,保压机构20对该保压工位11上的工件进行按压,在按压过程中,弹性件43缓冲压合压力,保证承载板42水平,并在压力过大时,处于承载板42下方的弹性件43发生变形,使得承载板42在容腔411内下移,保护工件,防止工件受到损伤。
[0026]
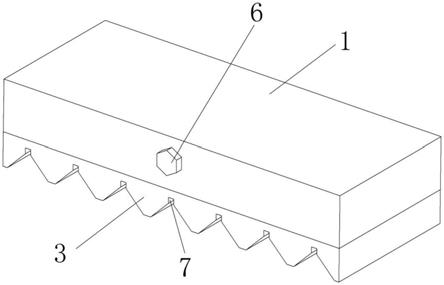
所述承载板42上表面设有用于定位工件的胶垫421,胶垫421采用粘贴方式贴附在承载板42的上表面,对工件进行定位,防止工件在承载板42上发生滑动。根据不同工件的大小,可更换承载板42上的胶垫421,以适用于各种型号的胶框,提高共用性,降低生产成本。
[0027]
所述弹性件43为弹簧,承载板42的下方设有至少一个弹簧43,每个弹簧的底部设有弹力调节座44,弹簧都均匀分布在承载板42的下方,保持承载板42水平,采用弹力调节座
44调节弹簧43的压力。
[0028]
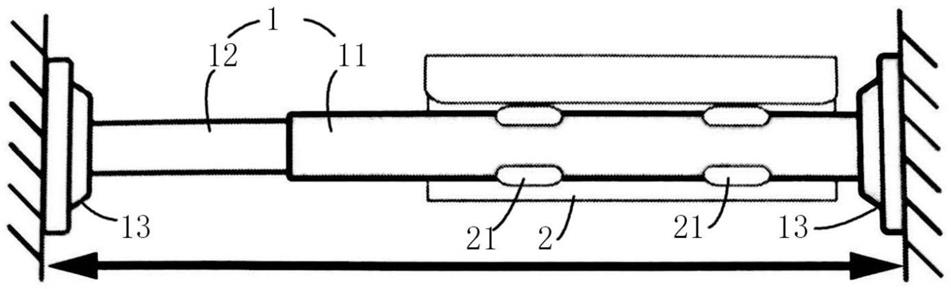
如图6和图5所示,所述容腔411为两端开口的通口腔,容腔的底部开口内安装有安装座45,安装座45的顶面上设有用于安放弹簧的下安放槽451;所述承载板42的底面设有与下安放槽对应用于安放弹簧的上安放槽422,弹簧处于对应的上安放槽422和下安放槽451内,防止弹簧发生脱落。另外,承载板42的底部边缘形成限行条423,可限制承载板42在弹簧受挤压后恢复时无限上升。
[0029]
如图4所示,承载板42上还设有分别处于水平四个方向的平衡槽424,每个平衡槽424内设有用于显示平衡度的平衡珠425,使用者可依据平衡槽424内平衡珠425观察到承载板42是否发生倾斜,并进行调整。
[0030]
在进行保压加工时,各机构与保压工位11的设置方式可以是:各按压机构20与各保压工位11一一对应;也可采用同一个按压机构20对应多个保压工位11,各保压工位11围绕按压机构20分布,提高生产效率;各保压工位11与各取料机构30一一对应;也可采用一个取料机构30对应多个保压工位11,根据生产需要进行调整,提高生产效率,降低生产成本。
[0031]
如图1和图2所示,在背光遮光胶保压装置中,采用一个保压工位11对应一个取料机构30,同一个按压机构20对应2个保压工位11,2个保压工位对称设置在按压机构20的两侧,每一个保压工位11的一侧设有一个对应的取料机构30。
[0032]
所述按压机构20包括转轴21以及用于驱动转轴转动的转轴驱动器22,所述转轴21上设有与转轴同步转动的支架23,支架23上设有按压组件24,按压组件包括有保压压头241以及用于驱动保压压头升降的按压驱动器242,按压驱动器242设置在支架23上,这样在一个保压工位11上在进行上料或下料动作时,转轴驱动器22驱动转轴21转动,将按压组件23转动至对应另一个保压工位11,按压驱动器242驱动保压压头241下降对另一个保压工位11内工件进行按压,提高生产效率。
[0033]
所述取料机构30处于保压工位11的一侧,所述取料机构30为
机械手,所述取料机构30包括用于吸取工件的吸盘31以及用于驱动吸盘移动的吸盘驱动组件32;所述吸盘驱动组件32包括滑轨321、与滑轨配合的滑动架322以及用于驱动滑动架移动的滑动驱动器323(图中未显示),吸盘31设置在滑动架322上,滑轨321通过固定架安装在工作台10上。在取料机构30进行上下料时,可将待保压工件吸取移动至保压工位的工位记为上料工位,而将自保压工位吸取保压完成的工件进行下料的工位记为下料工位,通常上料工位和下料工位分别处于保压工位11的一对侧,取料机构30自上料工位吸取待保压工件移送至保压工位11,保压完成后,再将保压工位11内工件移送至下料工位,再返回至上料工位,预备下次上料。
[0034]
如图7所示,将一个保压工位11记为保压工位2号位置,对应的上料工位记为1号位置,下料工位记为3号位置,吸盘为#2;将另一个保压工位记为b号位置,对应的上料工位记为a号位置,下料工位记为c号位置,吸盘为#1;如图8所示,整个背光遮光胶保压装置的具体工作过程为:1)取料机构30中吸盘#1自上料工位(a号位置)吸取待保压工件移送至对应的保压工位11(b号位置);2)转轴驱动器22驱动转轴21转动,将按压组件23转动至已上料的保压工位11(b号位置)的上方;3)按压驱动器242驱动保压压头241下降对保压工位11(b号位置)内工件进行按压,在按压过程中,弹性件43起到缓冲压合压力,保证承载板42水平,并在压力过大时,处于承载板42下方的弹性件43发生变形,使得承载板42在容腔411内下移,保护工件,防止工件受到损伤;4)在保压机构20对该保压工位11(b号位置)内工件进行按压
时,另一个取料机构30中吸盘为#2自上料工位(1号位置)吸取待保压工件移送至对应的另一个保压工位11(2号位置);5)工件在保压工位11(b号位置)进行保压完成后,取料机构30吸盘#1将保压工位11(b号位置)内工件移送至下料工位(c号位置)下料,取料机构30吸盘#1再返回至上料工位(a号位置)取料;6)同时保压机构20中转轴驱动器22驱动转轴21转动,将按压组件23转动至已上料的另一个保压工位11(2号位置)的上方,按压驱动器242驱动保压压头241下降对保压工位11(2号位置)内工件进行按压,此时取料机构30吸盘#1自上料工位(a号位置)吸取待保压工件移送至对应的保压工位11(b号位置);如此循环至产品加工完毕;这样一个按压机构20对应2个保压工位11,各保压工位11围绕按压机构20分布,提高生产效率;并且处于承载板42下方的弹性件43起到缓冲作用,保护工件。
[0035]
值得注意的是,在每次取料机构30中的吸盘自上料工位吸取工件移送至保压工位后,再空载返回上料工位,保压工位加工完成后,吸盘又从上料工位至保压工位吸取保压后工件移送至下料工位,最后空载返回上料工位,等待再次从上料工位吸取工件。
[0036]
综上所述,本实用新型的技术方案可以充分有效的实现上述实用新型目的,且本实用新型的结构及功能原理都已经在实施例中得到充分的验证,能达到预期的功效及目的,在不背离本实用新型的原理和实质的前提下,可以对实用新型的实施例做出多种变更或修改。因此,本实用新型包括一切在
专利申请范围中所提到范围内的所有替换内容,任何在本实用新型
申请专利范围内所作的等效变化,皆属本案申请的专利范围之内。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除