[0001]
本发明涉及
轮胎硫化机装备技术领域,尤其是一种胎胚后进后出的全钢液压硫化机。
背景技术:
[0002]
轮胎作为
汽车的重要零部件,是发展
汽车产业的基础。作为汽车产业重要配套产业的轮胎行业,与我国
经济发展息息相关。近年来,我国轮胎工业实现快速增长,自2006年以来稳居世界最大轮胎生产国和
橡胶消费国,轮胎产量约占世界总产量的四分之一。随着中国
交通运输、汽车机械等产业的不断发展,汽车保有量持续增长,轮胎需求稳步提升,行业空间潜力仍大。随着生产规模的扩大,对于生产车间的要求也随之提高。所以大投入、规模化生产是发展趋势也是轮胎企业通往成熟化的必经之路。
[0003]
轮胎硫化过程时轮胎成产工艺上必经过程之一,经过成型后的生胎需要被抓取至硫化机上,在模具里经过适当的时间以及适宜的条件,从而硫化成成品轮胎,硫化完的轮胎即具备了成品轮胎的外观—图案/字体以及胎面
花纹,然后硫化过后的成品胎再被抓取出硫化机,传动至存放区,目前传统的轮胎抓取传送采用的是机械手前置抓胎进缸后置抓胎处缸,然后传送带运送轮胎,采用这种方式,机械手前置后置抓胎进缸出缸以及传送带皆需占用一定空间,且这种方式效率不高。
技术实现要素:
[0004]
为了解决现有技术中的问题,本发明实施提供一种提占地小、效率高的胎胚后进后出的全钢液压硫化机。
[0005]
为了实现上述目的,本发明采用了以下的技术方案:
[0006]
一种胎胚后进后出的全钢液化硫化机,包括
[0007]
硫化机机架,其内部设有轮胎硫化模具;
[0008]
轮胎传送装置,其包括设置在硫化机机架后部的桁架立柱、至少一个滑动设置在桁架立柱上的桁架
机器人以及至少一个设置在硫化机机架与桁架立柱之间的用于摆放生胎、成品胎的前后移动架,所述前后移动架上设有第一硫化机等待位以及设置在第一硫化机等待位后侧的第二硫化机等待位,前后移动架被构造成可使生胎、成品胎在第一硫化机等待位与第二硫化机等待位之间移动,所述桁架机器人包括至少一个在桁架立柱上可上下滑动、左右移动的抓取生胎、成品胎的桁架机器爪,所述第二硫化机等待位设置在桁架机器爪的下方;
[0009]
硫化机机械手装置,设有至少一个,包括设置在硫化机机架上部的转臂、与转臂连接的升降机构以及设置在升降下部的硫化机机械手,所述转臂设有转臂电机,所述转臂电机控制硫化机机械手在硫化机模具上方与第一硫化机等待位之间转动。
[0010]
作为优选方案的,所述前后移动架上包括安装在在地面上的底架以及安装在底架上的生胎输送机构、成品胎输送机构,所述成品胎输送机构被构造成能使得成品胎从其生
胎输送机构的内部穿过。
[0011]
作为优选方案的,所述轮胎传送装置上设有一个桁架机器人,所述桁架机器人设有两个桁架机器爪,所述硫化机机架后部左右两侧分别设有一个前后移动架,硫化机机械手装置设有两个,所述两个桁架机器爪之间的距离与前后移动架两个第二硫化机等待位之间的距离相等。
[0012]
作为优选方案的,所述桁架立柱设置在两个相对的硫化机之间,且桁架立柱上部前后两侧分别设有一个桁架导轨,每个硫化机机架后侧都设有至少一个前后移动架。
[0013]
作为优选方案的,所述的生胎输送机构包括设置在底架上的生胎导轨,可前后滑动设置在生胎导轨上的生胎机架以及设置在生胎机架上的生胎托盘,所述成品胎输送机构包括设置在底架上且安装在生胎导轨内侧的成品胎导轨、可前后滑动设置在成品胎导轨上的成品胎机架以及设置在成品胎机架上的成品胎托盘。
[0014]
作为优选方案的,所述成品胎托盘包括至少八块圆周均布的成品胎夹块以及设置在成品胎机架顶部且与每块成品胎夹块相适配的成品胎夹块导轨,所述成品胎夹块可同时沿着成品胎夹块导轨做内外径向运动。
[0015]
作为优选方案的,所述生胎托盘包括至少八块圆周均布的生胎夹块以及设置在生胎机架顶部且与每块生胎夹块相适配的生胎夹块导轨,所述生胎夹块可同时沿着生胎导轨做内外径向运动。
[0016]
作为优选方案的,所述桁架机器人包括滑动设置在桁架立柱上的移动底座、设置在移动底座外侧的机器爪升降架以及至少一个机器爪升降架外侧连接的桁架机器爪,所述移动底座上设有启动桁架机器爪的桁架电机。
[0017]
作为优选方案的,所述桁架机器人设有四个桁架机器爪,其中两个桁架机器爪设置在前侧的桁架导轨上,另外两个桁架机器爪设置在后侧的桁架导轨上,所述硫化机机架后部左右两侧分别设有一个前后移动架,所述硫化机机架上设有两个硫化机机械手。
[0018]
作为优选方案的,所述生胎机架的高度大于成品胎机架与成品胎的高度。
[0019]
本发明采用“硫化机机械手-前后移动架-桁架机器人”的方式运送轮胎,硫化好的轮胎可通过前后移动架及桁架机器人直接与自
动物流线对接,运送轮胎的效率提高了,自动化程度更高;硫化机的轮胎传送装置取消了传统的轮胎传送带运送轮胎方式,采用前后移动架
-ꢀ
桁架机器人结构,结构更加紧凑,占地节省了一半的空间,提高了厂房利用率;前后移动架上设有第一硫化机等待位与第二硫化机等待位,硫化机机械手只需要在轮胎硫化模具上方以及第一硫化机等待位之间转动,而硫化机机器爪在桁架立柱上滑动到第二硫化机等待位上方后,只需要进行上升下降的操作,前后移动架上设有可将生胎或者成品胎再第一硫化机等待位于第二硫化机等待位之间往复运动的输送装置,如此设置结构更加紧凑,节约了空间。
[0020]
本发明的工作过程:当需要硫化生胎时,桁架机器人下降,桁架机器爪下降抓取生胎,桁架机器爪在生胎存储位抓取生胎后上升,进而沿着桁架立柱往第二硫化机等待位移动;当桁架机器爪移动到第二硫化等待位后,桁架机器爪下降,将生胎放置于前后移动架上,前后移动架承载到生胎后,使生胎往第一硫化等待位移动;当生胎到达硫化等待位1后,硫化机架上的硫化机械手抓取生胎后转动,将生胎由第一硫化等待位1转动到硫化机模具上方机硫化位,此时生胎放置于硫化室进行硫化;
[0021]
当硫化机在硫化生胎时,硫化机机械手回到第一硫化等待位等待,当硫化完生胎后,硫化缸开模,硫化机机械手转动至硫化位后下降抓取成品胎;抓取成品胎后,机械手上升到一
定位置转动,由硫化位转动到第一硫化等待位,放置在前后移动架上,前后移动架上的输送装置将成品胎由第一硫化等待位移动至第二硫化等待位,而后桁架机器爪抓取第二硫化机等待位上的成品胎。
附图说明
[0022]
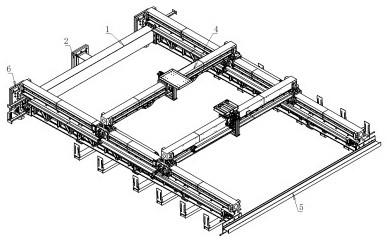
图1为本发明整体结构示意图1;
[0023]
图2为本发明整体结构示意图2;
[0024]
图3为本发明硫化车间的整体结构示意图;
[0025]
图4为本发明硫化机机架、硫化机机械手装置与前后移动架的位置结构示意图;
[0026]
图5为本发明前后移动架整体结构示意图;
[0027]
图6为本发明前后移动架结构示意图;
[0028]
图7为普通轮胎硫化车间地沟侧视图。
具体实施方式
[0029]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
[0030]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的方法或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0031]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”、“固持”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内段的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0032]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用以限定本发明。
[0033]
普通轮胎硫化车间地沟侧视图即为旧式使用传送带与硫化机机械手配合传送轮胎的结构示意图。
[0034]
实施例1
[0035]
如图1至图6所示,一种胎胚后进后出的全钢液化硫化机,包括
[0036]
硫化机机架1,其内部设有轮胎硫化模具;
[0037]
轮胎传送装置,其包括设置在硫化机机架1后部的桁架立柱2、至少一个滑动设置在桁架立柱2上的桁架机器人3以及至少一个设置在硫化机机架1与桁架立柱2之间的用于
摆放生胎、成品胎的前后移动架4,所述前后移动架4上设有第一硫化机等待位5以及设置在第一硫化机等待位5后侧的第二硫化机等待位6,前后移动架4被构造成可使生胎、成品胎在第一硫化机等待位5与第二硫化机等待位6之间移动,所述桁架机器人3包括至少一个在桁架立柱 2上可上下滑动、左右移动的抓取生胎、成品胎的桁架机器爪31,所述第二硫化机等待位6 设置在桁架机器爪31的下方;
[0038]
硫化机机械手装置7,设有至少一个,包括设置在硫化机机架1上部的转臂71、与转臂 71连接的升降机构72以及设置在升降下部的硫化机机械手73,所述转臂71设有转臂电机 711,所述转臂电机711控制硫化机机械手73在硫化机模具上方与第一硫化机等待位5之间转动;
[0039]
本发明采用“硫化机机械手73-前后移动架4-桁架机器人3”的方式运送轮胎,硫化好的轮胎可通过前后移动架4及桁架机器人3直接与自动物流线对接,运送轮胎的效率提高了,自动化程度更高;硫化机的轮胎传送装置取消了传统的轮胎传送带运送轮胎方式,采用前后移动架4-桁架机器人3结构,结构更加紧凑,占地节省了一半的空间,提高了厂房利用率;前后移动架4上设有第一硫化机等待位5与第二硫化机等待位6,硫化机机械手73只需要在轮胎硫化模具上方以及第一硫化机等待位5之间转动,而硫化机机器爪在桁架立柱2上滑动到第二硫化机等待位6上方后,只需要进行上升下降的操作,前后移动架4上设有可将生胎或者成品胎再第一硫化机等待位5于第二硫化机等待位6之间往复运动的输送装置,如此设置结构更加紧凑,节约了空间。
[0040]
进一步,如图5与图6所示,所述前后移动架4上包括安装在在地面上的底架41以及安装在底架41上的生胎输送机构42、成品胎输送机构,所述成品胎输送机构被构造成能使得成品胎从其生胎输送机构42的内部穿过;进一步地,所述的生胎输送机构42包括设置在底架41上的生胎导轨421、可前后滑动设置在生胎导轨421上的生胎机架422以及设置在生胎机架422上的生胎托盘423,所述成品胎输送机构包括设置在底架41上且安装在生胎导轨421 内侧的成品胎导轨431、可前后滑动设置在成品胎导轨431上的成品胎机架432以及设置在成品胎机架432上的成品胎托盘433,成品胎托盘433用于承接成品胎,生胎托盘423用于承接生胎,生胎机架422高度大于成品胎支架加上所承接的成品胎的高度,成品胎托盘433 承接成品胎后沿着成品胎导轨431在第一硫化机等待位5与第二硫化机等待位6之间往复直线运动,生胎托盘423承接生胎后沿着生胎导轨421在第一硫化机等待位5与第二硫化机等待位6之间往复直线运动,前后移动架4起到中间枢纽为硫化机机械手73以及桁架机器爪 31的抓取提供便利,提高工作效率以及工作环境的安全性,同一个前后移动架4既可输送成品填胎又可输送生胎,结构紧凑,可减少硫化机的占地面积,提高空间的利用率,且轮胎的运送效率大大提高;
[0041]
进一步地,如图6所示,所述成品胎托盘433包括至少八块圆周均布的成品胎夹块4331 以及设置在成品胎机架432顶部且与每块成品胎夹块4331相适配的成品胎夹块4331导轨 4332,所述成品胎夹块4331可同时沿着成品胎夹块4331导轨4332做内外径向运动;进一步地,所述生胎托盘423包括至少八块圆周均布的生胎夹块4231以及设置在生胎机架422顶部且与每块生胎夹块4231相适配的生胎夹块导轨4232,所述生胎夹块4231可同时沿着生胎夹块导轨4232做内外径向运动,每块生胎夹块4231朝着同一轴心,每块成品胎夹块4331都朝着同一轴心,由于生胎或者成品胎的直径不同,生胎夹块4231、成品胎夹块4331分别沿
着生胎夹块导轨4232、成品胎夹块4331导轨4332同时径向运动,实现托盘的伸缩,保证生胎与成品胎在各自托盘上的稳定性,防止造成安全事故。
[0042]
进一步地,如图1至图4所示,所述桁架立柱2设置在两个相对的硫化机之间,且桁架立柱2上部前后两侧分别设有一个桁架导轨,每个硫化机机架1后侧都设有至少一个前后移动架4;一个桁架立柱2两边都可设置硫化机架,所述桁架机器人3设有四个桁架机器爪31,其中两个桁架机器爪31设置在前侧的桁架导轨上,另外两个桁架机器爪31设置在后侧的桁架导轨上,所述硫化机机架1后部左右两侧分别设有一个前后移动架4,所述硫化机机架1 上设有两个硫化机机械手73,左右两侧都设有前后移动架4,每个前后移动架4上即可运送成品胎又可运送生胎,在提高效率的同时结构紧凑,减小了硫化机的体积。
[0043]
进一步地,如图2与图3所示,桁架立柱2从左往后延伸,所述桁架机器人3包括滑动设置在桁架立柱2上的移动底座32、设置在移动底座32外侧的机器爪升降架33以及至少一个机器爪升降架33外侧连接的桁架机器爪31,所述移动底座32上设有启动桁架机器爪31 的桁架电机,桁架机器爪31在机器爪升降架33的作用下上下滑动,在移动底座32的作用下沿着桁架立柱2左右滑动。
[0044]
进一步地,如图3所示,采用该硫化机的硫化车间布局方法,硫化机机架1后侧设轮胎传送装置,轮胎传送装置可将生胎存放区8的生胎传送给硫化机机械手73,也可将硫化后的成品胎传送至生胎存放区8,因此硫化机机械手73只需要向后转动,与轮胎传送装置相互配合即可,取桁架机器人3运送轮胎与胎胚,取消了传统的轮胎传送带运送轮胎方式,与传统的相比,轮胎传送装置也大幅提高了硫化车间面积的使用率,同时利用硫化机机械手73后进后出抓取方式,替代了机械手前置抓胎进缸流程,提高了前置抓胎工作区域的工作人员的安全性,将原有轮胎传送带与机械手前置抓胎的空间节省出来,提高车间面积使用率,为硫化车间布局规划节省大量用地,同时提高了抓胎以及运胎的效率;成品胎存放区9与生胎存放区8分别设置在轮胎传送装置的左右两侧,桁架立柱2安装在硫化地沟中,桁架立柱2上的桁架机器人3可为桁架立柱2两侧的硫化机同时服务,节省了零件,进一步节省了占地空间,桁架立柱2从生胎存放区8延伸至成品胎存放区9,桁架机器人3只需要沿着桁架立柱2滑动即可从生胎存放区8到第二硫化机等待位6到成品胎存放区9,结构更加紧凑,大大减小了硫化机的安装空间。
[0045]
该硫化机的工作过程如下:
[0046]
硫化机开缸前,桁架机器爪31的升降架下降从生胎存放区8抓取生胎,桁架机器爪31 抓取生胎后上升,通过桁架电机沿着桁架导轨将桁架机器爪31移动到硫化机架正后方的第二硫化机等待位6,就位后桁架升降架开始下降,桁架机器爪31将生胎放在生胎托盘423上面,生胎托盘423承载到生胎后,沿着生胎导轨421使生胎往第一硫化等待位移动;当生胎到达第一硫化机等待位5后,硫化机架上的硫化机机械手73抓取生胎后转动,将生胎由第一硫化机等待位5转动到硫化机模具上方即硫化位10,此时生胎放置于硫化室进行硫化;
[0047]
与此同时,硫化机机械手73回到第一硫化机等待位5,等待硫化缸开模后,硫化机机械手73转动至硫化位10后下降至硫化机内部,将成品胎抓取完毕后上升到一定位置,从硫化位10转到第一硫化机等待位5,此时前后移动架4上的成品胎输送装置已经移动到第一硫化机等待位5,硫化机机械手73就位后下降并将成品轮胎放入成品胎托盘433上,成品胎托盘 433开始运行工作,将成品胎托盘433向后移动至第二硫化机等待位6即桁架机器手工
位下方,桁架升降架开始下降,桁架机器爪31将成品轮胎抓取后,桁架升降架开始上升,通过桁架电机沿着桁架导轨将桁架机器爪31移动到成品轮胎存放区,同时前后移动架4开始运行工作,将成品轮胎存放架向前移动至硫化机机械手73下方,生胎存放架通过前后移动架4向后移动送至桁架机器手工位下方等待下一循环。
[0048]
实施例2
[0049]
如图1至图6所示,一种胎胚后进后出的全钢液化硫化机,与实施例1对比,本实施例的不同在于,每个前后移动架4上都只运送生胎或者只运送成品胎,即所述轮胎传送装置上设有一个桁架机器人3,所述桁架机器人3设有两个桁架机器爪31,所述硫化机机架1后部左右两侧分别设有一个前后移动架4,其中一个前后移动架4用于输送生胎,另外一个前后移动架4用于输送成品胎,硫化机机械手73装置7设有两个,所述两个桁架机器爪31之间的距离与前后移动架4两个第二硫化机等待位6之间的距离相等,将成品胎与生胎的移送分布到两个前后移动架4上,可同时进行,避免混乱。
[0050]
应当指出,以上实施例仅是本发明的代表性例子。本发明还可以有许多变形。凡是依据本发明的实质对以上实施例所作的任何简单修改、等同变化与修饰,均应认为属于本发明的保护范围。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除