[0001]
本发明涉及
激光透射焊接技术
领域,尤其涉及一种内置宽肋的圆筒状
塑料外壳及其焊接方法。
背景技术:
[0002]
目前家电领域,比如空调和电热水器,
电器的外壳多为金属材质。塑料材质的外壳具有低成本、耐腐蚀、多种类表面处理的优势,因此备受关注。但是在实际应用过程中,电器的核心部件,比如热水器的内胆、电器室,空调的出风口等装置需要与外壳相连,而且难以实现端盖与外壳的无缝连接。传统的注塑、挤出成型工艺难以直接在塑料外壳上成型连接结构。
[0003]
申请号为cn201910876335.2的发明
专利公开了一种热水器外壳及热水器,包括外壳,外壳两侧设计有导槽,与它配合的是具有凸台特征的收口件,解决了外壳与端盖之间的闪缝问题。但是收口件与外壳的卡接结构导致外壳两端存在不可避免的台阶特征,降低了美观水平。
[0004]
申请号为cn201910876341.8的发明专利公开了一种热水器外壳及热水器,包括桶体,桶体与端盖之间通过弧形卡扣连接,并未提及弧形卡扣与桶体之间的连接方式。而且弧形卡扣具有圆周分布的特征,难以保证桶体与端盖之间的密封效果。
[0005]
申请号为cn201210309223.7的发明专利公开了一种立式空调,包括导风部件和壳体,导风部件与壳体为分体结构,但是导风部件的具体
定位方式并未提及。
[0006]
由于缺少受力点,
机械连接的方法难以实现外壳与其它部件的连接。胶黏剂粘结普遍存在稳定性差,工序复杂的问题。激光t字形透射焊接需要实现激光光束透过圆筒,对圆筒材料的选择有透光度的要求。
技术实现要素:
[0007]
针对现有技术不足,本发明的目的在于提供一种内置宽肋的圆筒状塑料外壳及其焊接方法。
[0008]
为了实现上述目的,本发明一实施例提供的
技术方案如下:
[0009]
一种内置宽肋的圆筒状塑料外壳,包括塑料外壳、控形机构和激光器,所述塑料外壳包括中空的圆筒、至少一个宽肋以及设置在所述圆筒内壁上的至少一个凹槽,所述至少一个宽肋的边缘置入所述至少一个凹槽内,所述控形机构包括至少一个控形套件,所述至少一个控形套件套设在所述圆筒的外周且与所述至少一个宽肋对应设置。
[0010]
作为本发明的进一步改进,所述宽肋包括两个半环肋,每个所述半环肋包括半环肋本体、设置在所述半环肋本体上的至少一个安装孔和至少一个柱台。
[0011]
作为本发明的进一步改进,所述凹槽的截面呈梯形,所述半环肋本体的边缘为梯形凸起。
[0012]
作为本发明的进一步改进,所述圆筒的内径与所述梯形凸起的起始直径相等。
[0013]
作为本发明的进一步改进,所述梯形凸起与所述凹槽之间具有间隙。
[0014]
作为本发明的进一步改进,所述半环肋本体上设置有第一缺口和第二缺口,所述至少一个安装孔、至少一个柱台分别设置在所述第一缺口、第二缺口处。
[0015]
作为本发明的进一步改进,所述控形套件包括第一控形套和第二控形套,所述第一控形套包括第一弧状壳体以及分别设置在所述第一弧状壳体上端、下端的电磁继电器、第一滑动块,所述第二控形套包括第二弧状壳体以及分别设置在所述第二弧状壳体上端、下端的方形块、第二滑动块。
[0016]
作为本发明的进一步改进,所述控形机构还包括焊接工作台、至少一个
运动件以及设置在所述焊接工作台上的第一滑轨、第二滑轨、第三滑轨,所述运动件包括第一横梁、第二横梁、连接所述第一横梁与第二横梁的第三滑动块以及分别设置在所述第一横梁的自由端、第二横梁的自由端的第四滑动块、第五滑动块,所述第三滑动块、第四滑动块、第五滑动块分别沿所述第一滑轨、第二滑轨、第三滑轨移动。
[0017]
作为本发明的进一步改进,所述梯形凸起与凹槽接触处形成焊接面,所述激光器发出的激光光束与焊接面之间的夹角为90
°
。
[0018]
一种内置宽肋的圆筒状塑料外壳的焊接方法,使用所述的内置宽肋的圆筒状塑料外壳,包括以下步骤:
[0019]
(1)将至少一个宽肋装入圆筒中,使得至少一个宽肋的边缘装配在圆筒的至少一个凹槽内;
[0020]
(2)将至少一个控形套件套设在圆筒的外周且与至少一个宽肋对应设置;
[0021]
(3)调整激光器,完成圆筒与至少一个宽肋的焊接。
[0022]
本发明的有益效果是:
[0023]
(1)本发明通过在圆筒内设置宽肋,增加了圆筒轴线方向上的受力点,为圆筒内部增加部件或结构特征创造了可能,通过宽肋实现对放入圆筒内的部件进行支撑,适用于具有内部结构特征的家电以及工业产品,适用范围广。
[0024]
(2)与传统的激光t字形焊接相比,圆筒内部的梯形凹槽与宽肋边缘的梯形凸起配合形成焊接面的激光透射焊接消除了对圆筒材料透光度的要求,根据实际加工情况调整圆筒外径与凹槽直径的大小,减小焊接过程中输入热量造成圆筒表面变形。
[0025]
(3)半环肋的设计可以实现宽肋的无夹具焊接,通过调整宽肋的梯形凸起的起始直径与圆筒内径的大小,改变宽肋与圆筒的接触状态,实现塑料外壳的无夹具焊接。
[0026]
(4)梯形凸起与凹槽之间的间隙可以存储焊接过程中材料热膨胀形成的溢料,降低溢料对圆筒的挤压造成局部变形。
附图说明
[0027]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0028]
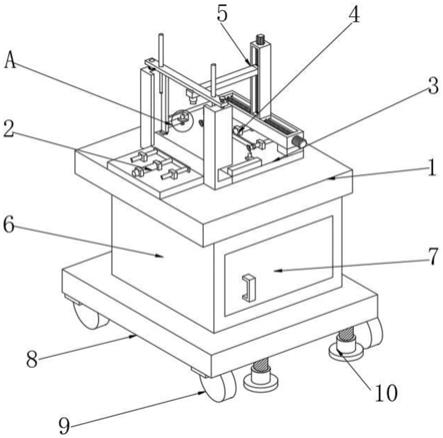
图1为本发明的优选实施例的结构示意图;
[0029]
图2为本发明的优选实施例的剖视图;
[0030]
图3为本发明的优选实施例的宽肋的结构示意图;
[0031]
图4为本发明的优选实施例的半环肋的结构示意图;
[0032]
图5为图2中a的局部放大示意图;
[0033]
图6为图2中a的另一局部放大示意图;
[0034]
图7为本发明的优选实施例的第一焊接面处激光作用示意图;
[0035]
图8为本发明的优选实施例的第二焊接面处激光作用示意图;
[0036]
图9为本发明的优选实施例的控形机构的结构示意图;
[0037]
图10为本发明的优选实施例的第一控形套与第二控形套合拢的主视图;
[0038]
图11为本发明的优选实施例的第一控形套的侧视图;
[0039]
图12为本发明的优选实施例的第二控形套的侧视图;
[0040]
图13为本发明的优选实施例的运动件的结构示意图;
[0041]
图中:1、塑料外壳,11、圆筒,12、宽肋,13、凹槽,14、半环肋,141、半环肋本体,142、安装孔,143、柱台,144、梯形凸起,145、第一缺口,146、第二缺口,2、激光器,21、第一激光光束,22、第二激光光束,3、控形套件,31、第一控形套,311、第一弧状壳体,312、电磁继电器,313、第一滑动块,32、第二控形套,321、第二弧状壳体,322、方形块,323、第二滑动块,4、焊接工作台,41、第一滑轨,42、第二滑轨,43、第三滑轨,5、运动件,51、第一横梁,52、第二横梁,53、第三滑动块,54、第四滑动块,55、第五滑动块。
具体实施方式
[0042]
为了使本技术领域的人员更好
地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
[0043]
如图1、图2、图5所示,一种内置宽肋的圆筒状塑料外壳,包括塑料外壳1、控形机构和激光器2,塑料外壳1包括中空的圆筒11、至少一个宽肋12以及设置在圆筒11内壁上的至少一个凹槽13,至少一个宽肋12的边缘置入至少一个凹槽13内,宽肋12的设置增加了塑料外壳1轴线方向上的受力点,具有承载以及安装部件的作用,可以根据实际需要对其进行后续加工,为塑料外壳1内部增加部件或结构特征创造了可能,控形机构包括至少一个控形套件3,至少一个控形套件3套设在圆筒11的外周且与至少一个宽肋12对应设置。优选宽肋12采用具有良好透光性以及机械强度的塑料材料制成。
[0044]
如图3、图4所示,宽肋12包括两个半环肋14,每个半环肋14包括半环肋本体141、设置在半环肋本体141上的至少一个安装孔142和至少一个柱台143。
[0045]
进一步优选凹槽13的截面呈梯形,半环肋本体141的边缘为梯形凸起144,梯形的凹槽13与梯形凸起144配合形成焊接面的激光透射焊接消除了对圆筒11材料透光度的要求,可以根据实际加工情况调整圆筒11的外径d0与凹槽13的直径d1的大小,减小焊接过程中输入热量造成圆筒11表面变形。凹槽13的斜面与水平面之间的夹角为a,梯形凸起144的斜面与水平面之间的夹角为b,夹角a与夹角b的大小需要根据圆筒11的外径d0以及凹槽13与圆筒11开口端之间的距离l确定,保证激光器2发出的激光光束与焊接面呈垂直状态而且
焊接过程中圆筒11的热变形最小。优选夹角a与夹角b相等,降低焊接过程的复杂程度,避免反复调节激光器2的相对位置。优选夹角a、夹角b均为45
±
15
°
。
[0046]
本发明优选圆筒11的内径d2与梯形凸起144的起始直径d3相等,宽肋12与圆筒11为正常接触,无需夹具实现宽肋12与圆筒11的正常定位,完成宽肋12的焊接,焊接过程中去除了夹紧过程,一次可以提高焊接效率。
[0047]
如图5-图7所示,宽肋12的外径d4小于凹槽13的直径d1,梯形凸起144与凹槽13之间具有间隙δ,间隙δ可以存储焊接过程中材料热膨胀形成的溢料,降低溢料对塑料外壳1的挤压造成局部变形,确保塑料外壳1的形状。
[0048]
为了提高两个半环肋14连接的稳固性,本发明优选半环肋本体141上设置有第一缺口145和第二缺口146,至少一个安装孔142、至少一个柱台143分别设置在第一缺口145、第二缺口146处。本发明优选每个半环肋本体141上的安装孔142、柱台143的数量均为两个,第一缺口145处设置两个安装孔142、第二缺口146处设置两个柱台143。可以理解的是,也可以在第一缺口145处设置两个柱台143、第二缺口处设置两个安装孔142,或者在第一缺口145处设置一个安装孔142和一个柱台143、在第二缺口146处设置一个柱台143和一个安装孔142。
[0049]
如图8、图9所示,本发明优选梯形凸起144与凹槽13接触处形成焊接面,激光器2发出的激光光束与焊接面之间的夹角为90
°
。进一步优选焊接面包括第一焊接面m、第二焊接面n,第一焊接面m、第二焊接面n呈对称分布,第一焊接面m与第一激光光束21之间的夹角c为90
°
,第二焊接面n与第二激光光束22之间的夹角d为90度。
[0050]
如图9-图12所示,控形套件3包括第一控形套31和第二控形套32,第一控形套31包括第一弧状壳体311以及分别设置在第一弧状壳体311上端、下端的电磁继电器312、第一滑动块313,第二控形套32包括第二弧状壳体321以及分别设置在第二弧状壳体321上端、下端的方形块322、第二滑动块323,当第一弧状壳体311与第二弧状壳体321合拢后,电磁继电器312通电与方形块323形成稳定连接。优选第一弧状壳体311与第二弧状壳体321的结构相同。
[0051]
如图9、图13所示,本发明优选控形机构还包括焊接工作台4、至少一个运动件5以及设置在焊接工作台4上的第一滑轨41、第二滑轨42、第三滑轨43,第一滑轨41设于第二滑轨42与第三滑轨43之间,运动件5包括第一横梁51、第二横梁52、连接第一横梁51与第二横梁52的第三滑动块53以及分别设置在第一横梁51的自由端、第二横梁52的自由端的第四滑动块54、第五滑动块55,第三滑动块53、第四滑动块54、第五滑动块55分别沿第一滑轨41、第二滑轨42、第三滑轨43移动。优选第一滑动块313、第二滑动块323分别安装在第一横梁51、第二横梁52上,第一滑动块313、第二滑动块323能够分别沿第一横梁51、第二横梁52移动。优选第一弧状壳体311、第二弧状壳体321、第三滑动块53能够配合形成与圆筒11外圆相同的轮廓特征,实现对圆筒11形状的限制,避免圆筒11的变形。
[0052]
本发明优选宽肋12、凹槽13、控形套件3、运动件5的数量均为两个。
[0053]
本发明还公开了一种焊接方法,使用上述内置宽肋的圆筒状塑料外壳,包括以下步骤:
[0054]
(1)将至少一个宽肋12装入圆筒11中,使得至少一个宽肋12的边缘装配在圆筒11的至少一个凹槽13内;
[0055]
(2)将至少一个控形套件3套设在圆筒11的外周且与至少一个宽肋12对应设置;
[0056]
(3)调整激光器2,完成圆筒11与至少一个宽肋12的焊接。
[0057]
为了更进一步说明本发明的焊接方法,作为优选方案,包括以下步骤:
[0058]
(1)两个半环肋14对应的安装孔142与柱台143相配合,形成宽肋12,两个宽肋12装入圆筒11中,每个宽肋12的梯形凸起144装配在对应的凹槽13内;
[0059]
(2)调整两个运动件5的相对位置,使得两个运动件5之间的距离与两个宽肋12之间的距离相等;
[0060]
(3)将装配有两个宽肋12的塑料外壳1放置在两个第三滑动块53上,推动第一控形套31和第二控形套32,使得第一控形套31、第二控形套32与第三滑动块53配合形成封闭圆环;
[0061]
(4)电磁继电器312通电,电磁继电器312与方形块322吸紧;
[0062]
(5)调整激光器2的第一激光光束21与第一焊接面m之间的角度c,使得c=90
°
,第一激光光束21透过宽肋12,照射在第一焊接面m上,调整激光器2的第二激光光束22与第二焊接面n之间的角度d,使得d=90
°
,第二激光光束22透过宽肋12,照射在第二焊接面n上,完成圆筒11与两个宽肋12的焊接。
[0063]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0064]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除