[0001]
本
实用新型涉及
汽车零部件加工设备
领域,具体为一种底护板焊接工装。
背景技术:
[0002]
汽车底护板,一般是指
汽车发动机的护板,其根据不同车型定身设置的引擎防护装置,其根据生产材质分类分为硬塑树脂、钢质、铝合金以及塑钢,对于由硬塑树脂制作而成的底护板,其价格便宜,生产工艺简单,对于泥沙侵蚀,甚至小刮小蹭的底盘伤害可以轻松应对。
[0003]
在上述由硬塑树脂制成的底护板的生产中,由于底护板较大,其一般将其分成多个部位进行生产,再通过组合的方式使其形成底护板成品,对于上述的加工方式,可对使用过程中易损坏部位作为一个部件进行强度提高等处理后进行生产以提高底护板的使用寿命,再将其与底护板胎具进行组合形成一个完整的底护板。
[0004]
在现有技术中,所述底护板是根据不同车型定身设置,对于不同规格的底护板,需要采用不同的组装工装才能实现所述底护板的组装。
[0005]
所以本申请所要解决的技术问题是:如何提出一种能适应不同规格底护板的组装工装,实现不同规格底护板生产的自动组装。
技术实现要素:
[0006]
本实用新型的目的在于提供一种底护板焊接工装,该底护板焊接工装有效地实现底护板生产的自动组装,同时其可通过更换焊接模架实现不同形状规格底护板的焊接,对不同形状规格的底护板的适应性高。
[0007]
为实现上述目的,本实用新型提供如下
技术方案:一种底护板焊接工装,包括机架,所述机架上设有用于底护板组装的焊接单元,还包括可拆卸连接在机架上的焊接模架,所述焊接模架上设有用于底护板焊接组装时固定的固定单元。
[0008]
在上述的底护板焊接工装中,所述机架上设有容置焊接模架的容置槽,所述容置槽的一端为开口端,所述焊接模架通过一设置在机架上的锁紧模块锁紧在所述容置槽内。
[0009]
在上述的底护板焊接工装中,所述焊接模架的两侧设有限位板,所述锁紧模块包括设置在机架上的限位块,所述限位块上设有与所述限位板配合的缺口,所述限位块通过设置在机架上的推杆气缸驱动往复移动。
[0010]
在上述的底护板焊接工装中,所述机架上设有设置在限位块两侧的围板,所述围板与机架配合形成所述限位块的导槽。
[0011]
在上述的底护板焊接工装中,所述焊接模架底部设有用于实现移动的多个万向轮,所述焊接模架上设有用于方便移动焊接模架的手把。
[0012]
在上述的底护板焊接工装中,所述固定单元包括设置在焊接模架上的与所述底护板胎具外边缘形状相适配的限位模块,所述限位模块的外侧设有用于将底护板部件焊接在胎具上时固定的压紧模块。
[0013]
在上述的底护板焊接工装中,所述限位模块为与胎具外侧相适配的限位条;所述压紧模块为多个均匀布置在所述限位条外侧的压紧气缸,所述压紧气缸的动力输出端上设有用于焊接压紧时将底护板部件压紧在胎具上的压紧块。
[0014]
在上述的底护板焊接工装中,所述焊接单元为设置在机架上的
机械手,所述机械手的动力输出端设有用于所述底护板组装焊接的焊枪。
[0015]
在上述的底护板焊接工装中,所述焊枪为并排布置的2个用于超声波焊接的焊枪。
[0016]
与现有技术相比,本实用新型的有益效果是:
[0017]
本实用新型通过将底护板的胎具以及部件固定在所述焊接模架上,再通过焊接单元实现所述底护板的焊接组装,其有效地实现了所述底护板的自动焊接;
[0018]
所述焊接模架通过推杆气缸驱动限位块与限位板配合实现其在机架上的锁紧,有效地保证所述底护板在焊接时的稳定性;所述推杆气缸可驱动所述限位块远离所述限位板从而使所述焊接模架可离开所述机架,其可通过更换适应不同规格底护板的焊接模架来使所述焊接工装能对不同规格的底护板进行焊接;同时其可通过更换焊接模架来实现其他汽车零部件生产的自动焊接。
附图说明
[0019]
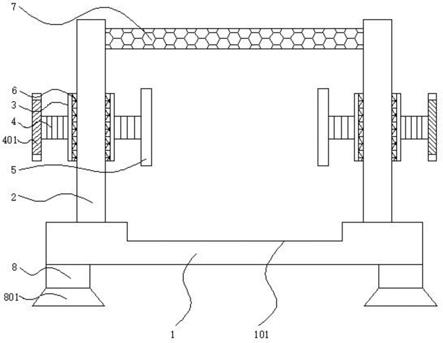
图1为本实用新型的实施例1的主视图;
[0020]
图2为本实用新型的实施例1去掉焊接单元的俯视图。
具体实施方式
[0021]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0022]
实施例1
[0023]
请参阅图1~2,一种底护板焊接工装,包括机架1,所述机架1上设有用于底护板组装的焊接单元2,还包括可拆卸连接在机架1上的焊接模架3,所述焊接模架3上设有用于底护板焊接组装时固定的固定单元4。
[0024]
在实际应用中,所述底护板由底护板胎具和底护板部件焊接而成,在实现所述底护板的焊接时,将所述底护板放置在焊接模架3上由所述固定单元4将其固定,再由所述焊接单元2实现所述底护板的焊接。
[0025]
为了保证所述焊接工装能对不同型号规格底护板进行自动焊接,所述焊接模架3以可拆卸的方式连接在机架1上,优选地,所述机架1上设有容置焊接模架3的容置槽11,所述容置槽11的一端为开口端,所述焊接模架3通过一设置在机架1上的锁紧模块锁紧在所述容置槽11内。
[0026]
作为本实施例优选方案的具体实现,所述焊接模架3的两侧设有限位板31,所述锁紧模块包括设置在机架1上的限位块12,所述限位块12上设有与所述限位板31配合的缺口,所述限位块12通过设置在机架1上的推杆气缸13驱动往复移动。
[0027]
所述焊接模架3通过推杆气缸13驱动限位块12与限位板31配合实现其在机架1上
的锁紧,有效地保证所述底护板在焊接时的稳定性;所述推杆气缸13可驱动所述限位块12远离所述限位板31从而使所述焊接模架3可离开所述机架1,其可通过更换适应不同规格底护板的焊接模架3来使所述焊接工装能对不同规格的底护板进行焊接;同时其可通过更换焊接模架3来实现其他汽车零部件生产的自动焊接,如汽车挡泥板等。
[0028]
优选地,所述机架1上设有设置在限位块12两侧的围板14,所述围板14与机架1配合形成所述限位块12的导槽,所述导槽保证限位块12的移动轨迹不会偏移,保证所述锁紧工作的正常进行。
[0029]
优选地,所述焊接模架3底部设有用于实现移动的多个万向轮32,所述焊接模架3上设有用于方便移动焊接模架3的手把33。
[0030]
具体来说,所述万向轮32可以为带刹车的万向轮32,其可进一步提高所述底护板焊接时的稳定性,所述万向轮32为均匀布置在焊接模架3底部的4个,其稳定性高。
[0031]
优选地,参考图2,所述固定单元4包括设置在焊接模架3上的与所述底护板胎具外边缘形状相适配的限位模块,所述限位模块的外侧设有用于将底护板部件焊接在胎具上时固定的压紧模块。
[0032]
作为本实施例优选方案的具体实现,所述限位模块为与胎具外侧相适配的限位条41;所述压紧模块为多个均匀布置在所述限位条41外侧的压紧气缸42,所述压紧气缸42的动力输出端上设有用于焊接压紧时将底护板部件压紧在胎具上的压紧块43。
[0033]
具体来说,所述压紧气缸42可以为旋转下压气缸,也可以为将多个压紧块43设置在一转轴上,由旋转气缸带动所述转轴转动从而实现所述压紧模块的压紧工作;所述压紧块43可通过一压紧杆延伸至底护板上。
[0034]
在本实施例中,所述压紧气缸42的个数和布置方式根据具体生产而定,本实施例对其数量不作限制。
[0035]
优选地,参考图1,所述焊接单元2为设置在机架1上的机械手21,所述机械手21的动力输出端设有用于所述底护板组装焊接的焊枪22,所述机械手21根据外设控制器内的控制程序进行动作,其通过不同程序可对不同待焊接件进行焊接工作。
[0036]
具体来说,所述焊枪22为并排布置的2个用于超声波焊接的焊枪22。
[0037]
所述焊枪22的个数根据具体生产所需而定,所述焊枪22可根据不同的焊接件进行更换,保证焊接质量。
[0038]
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除