一种pvc双色球滚塑成型模具
技术
领域[0001]
本
实用新型涉及pvc滚塑成型产品领域,具体地来说,涉及一种pvc双色球滚塑成型模具。
背景技术:
[0002]
pvc滚塑成型是一种利用旋转的模具进行加工的
塑料加工方式,其加工过程是,将塑料粉末或浆料投入模具,闭合后的模具在设备上进行旋转或摇摆,同时通过明火或热风对模具外部进行加热,塑料粉末或浆料在受热的状态下在模内内部翻转、流动,温度达到软化点后逐步涂布到模具内表面,熔融并凝结,将模具放于自然
环境下或通过水、雾、风等介质进行冷却后拆模取出制品。
[0003]
传统工艺流程为单色pvc滚塑成型,包括以下几个步骤:1)模具分为上下模两部分组成;2)模具内一次性加入所需色料;3)高温滚塑成型;4)水冷却;5)开模充气成型;6)定型;7)吸气包装。然而,在
科技日新月异的现代,传统的工艺流程已无法满足客户的视觉感和采购需求。
[0004]
因此,有必要设计研发一种能够满足客户的需求和产品的多样性的新的pvc双色球滚塑成型模具。
技术实现要素:
[0005]
为解决上述技术问题,本实用新型所采用的方案是:
[0006]
一种pvc双色球滚塑成型模具,包括顶模、中模和下模,所述模具为中空的球型模具,所述模具以球型的中线分为中模和下模,所述中模呈倒扣的半圆形碗状,所述中模的顶端设有一圆形通孔,所述下模呈正放的半圆形碗状,所述中模和下模设有用于互相配合的台阶卡接口,所述顶模由下到上同轴设置有圆盘卡接部、圆盘抵接部和圆环顶部,所述圆盘抵接部相对于圆盘卡接部和圆环顶部外凸设置,所述圆盘卡接部用于安装于圆形通孔内,所述圆盘卡接部的直径与所述圆形通孔的孔径一致,所述圆盘抵接部用于抵接覆盖在中模上。
[0007]
进一步的,还包括锁模机构,所述锁模机构包括底座、螺杆和用于压紧顶模的铁板,所述底座上表面的两侧设有用于与螺杆的螺旋杆头相配合的螺母式空心套桩,所述铁板的两侧对应设置有用于穿过螺杆的螺杆通孔,同侧的所述螺母式空心套桩与螺杆通孔同轴设置,所述铁板通过螺杆设置在底座的上方,两侧的所述螺杆通过垫环穿过铁板并与螺母式空心套桩螺旋配合。
[0008]
进一步的,所述下模的底部呈圆饼状,设有用于pvc双色球充气孔成型的竖轴;所述圆环顶部的内壁为螺旋型结构;所述圆盘卡接部、圆盘抵接部和圆环顶部为一体成型。
[0009]
进一步的,当所述模具为锁模状态时,所述圆盘卡接部的外壁圆周与圆形通孔的内壁圆周紧密贴合,所述圆盘抵接部外露的下表面与上模的模口上表面紧密贴合。
[0010]
进一步的,所述孔径优选为60-80mm。
[0011]
一种pvc双色球滚塑成型模具的滚塑成型工艺,所述工艺包括以下步骤:
[0012]
1)准备好pvc双色球滚塑成型模具;
[0013]
2)在下模内加注第一种色料后,在下模的模口处,加一层专用隔膜以完全覆盖住下模的模口,并在专用隔膜的上方,通过台阶卡接口加盖中模;
[0014]
3)将第二种色料通过圆形通孔加注到中模后,将顶模通过圆盘卡接部加装到中模上;
[0015]
4)将顶模、中模和下模组装好后,放在锁模机构的底座上,将铁板压盖在顶模的上表面,通过旋转两侧的螺杆的顶部以带动螺杆的螺旋杆头向螺母式空心套桩的内部旋入,从而带动螺杆的下移,最终使螺杆的顶部通过垫环压紧铁板,从而使得铁板压紧顶模,得以锁模完成;
[0016]
5)将装有色料的pvc双色球滚塑成型模具锁模固定好后,推进滚塑成型旋转机高温360度旋转烘烤一定时间;
[0017]
6)冷却后,开模充气成型并吸气包装。
[0018]
进一步的,步骤2)中,所述专用隔膜优选0.25
ꢀ-
0.35 mm厚度的pvc膜。
[0019]
进一步的,所述专用隔膜的pvc材质与色料的pvc材质为同种材质。
[0020]
进一步的,所述第一种色料与所述第二种色料的颜色相同或者不同。
[0021]
进一步的,步骤5)中,所述高温优选280-320℃,所述一定时间优选为10-15分钟。
[0022]
本实用新型的有益效果为:本实用新型的锁模机构,为模具锁模后的旋转烘烤提供了有利的基础;本实用新型突破了pvc滚塑成型只能做单色,不能一次塑双色的历史;本实用新型的加工工艺出来的滚塑制品,外表面视觉感受突出,具有视觉美;本实用新型丰富了pvc滚塑成型产品的种类,提高了产品的
市场竞争力;本实用新型的加工工艺不仅工作可靠,还具有清洁、干净、高
效率的有益效果,真正做到绿色
环保以及智能化的要求,提升了本产品对环境的无害化贡献率。
附图说明
[0023]
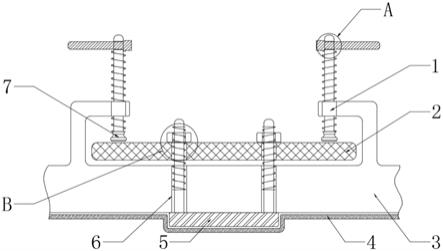
图1为本实用新型的结构
示意图。
[0024]
图2为本实用新型顶模的结构示意图。
[0025]
图3为本实用新型中模的结构示意图。
[0026]
图4为本实用新型下模的结构示意图。
[0027]
图中:1、顶模,2、中模,3、下模,4、中线,5、圆形通孔,6、台阶卡接口,7、圆盘卡接部,8、圆盘抵接部,9、圆环顶部,10、锁模机构,11、底座,12、螺杆,13、铁板,14、螺旋杆头,15、螺母式空心套桩,16、螺杆通孔,17、垫环,18、竖轴,19、外壁圆周,20、内壁圆周,21、下表面,22、模口上表面。
具体实施方式
[0028]
如图1-图3所示,一种pvc双色球滚塑成型模具,包括顶模1、中模2和下模3,模具为中空的球型模具,模具以球型的中线4分为中模2和下模3,中模2呈倒扣的半圆形碗状,中模2的顶端设有一圆形通孔5,下模3呈正放的半圆形碗状,中模2和下模3设有用于互相配合的台阶卡接口6,顶模1由下到上同轴设置有圆盘卡接部7、圆盘抵接部8和圆环顶部9,圆盘抵
接部8相对于圆盘卡接部7和圆环顶部9外凸设置,圆盘卡接部7用于安装于圆形通孔5内,圆盘卡接部7的直径与圆形通孔5的孔径一致,圆盘抵接部8用于抵接覆盖在中模2上。
[0029]
一种pvc双色球滚塑成型模具,还包括锁模机构10,锁模机构10包括底座11、螺杆12和用于压紧顶模1的铁板13,底座11上表面的两侧设有用于与螺杆12的螺旋杆头14相配合的螺母式空心套桩15,铁板13的两侧对应设置有用于穿过螺杆12的螺杆12通孔,同侧的螺母式空心套桩15与螺杆12通孔同轴设置,铁板13通过螺杆12设置在底座11的上方,两侧的螺杆12通过垫环17穿过铁板13并与螺母式空心套桩15螺旋配合。
[0030]
下模3的底部呈圆饼状,设有用于pvc双色球充气孔成型的竖轴18;圆环顶部9的内壁为螺旋型结构;圆盘卡接部7、圆盘抵接部8和圆环顶部9为一体成型。
[0031]
当模具为锁模状态时,圆盘卡接部7的外壁圆周19与圆形通孔5的内壁圆周20紧密贴合,圆盘抵接部8外露的下表面21与上模的模口上表面22紧密贴合。
[0032]
孔径优选为60-80mm。
[0033]
一种pvc双色球滚塑成型模具的滚塑成型工艺,所述工艺包括以下步骤:
[0034]
1)准备好pvc双色球滚塑成型模具;
[0035]
2)在下模3内加注第一种色料后,在下模3的模口处,加一层专用隔膜以完全覆盖住下模3的模口,并在专用隔膜的上方,通过下模3和中模2的台阶卡接口6的卡接,加盖中模2;
[0036]
3)将与第一种色料等量且不同色的第二种色料通过圆形通孔5加注到中模2后,将顶模1通过圆盘卡接部7加装到中模2上;
[0037]
4)将顶模1、中模2和下模3组装好后,放在锁模机构10的底座11上,将铁板13压盖在顶模1的上表面,通过旋转两侧的螺杆12的顶部以带动螺杆12的螺旋杆头14向螺母式空心套桩15的内部旋入,从而带动螺杆12的下移,最终使螺杆12的顶部通过垫环17压紧铁板13,从而使得铁板13压紧顶模1,得以锁模完成;
[0038]
5)将装有色料的pvc双色球滚塑成型模具锁模固定好后,推进滚塑成型旋转机300℃下360度旋转烘烤12分钟,通过滚塑成型旋转机的作用,形成中空的pvc双色球
半成品;
[0039]
6)冷却后,开模充气成型并吸气包装;
[0040]
步骤2)中,专用隔膜优选0.25
ꢀ-
0.35 mm厚度的pvc膜,能使得注入的色料不会聚集在一处。
[0041]
专用隔膜的pvc材质与色料的pvc材质为同种材质,脱模后成型的pvc双色球,只要把专用隔膜捅破就可以充气。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除