[0001]
本发明涉及磁性门帘加工装置技术
领域,尤其涉及一种磁性网纱门帘自动化生产系统。
背景技术:
[0002]
磁性门帘是一种在pvc门帘本体两侧加装磁条,依靠两片门帘中间磁条的吸力来自动贴合的门帘产品,现有的磁性门帘的pvc包边采用热合工艺将磁条固定在pvc门帘本体两侧,或者用牛津布或pu包边采用缝制工艺将磁条固定在pvc门帘本体两侧,这两种磁条固定方式都是依靠包边材料的物理包裹固定磁条。采用这种工艺制作的门帘虽然结实耐用,但是工艺较复杂,加工
效率低,产品的质量取决于人工技术,使产品的质量一致性得不到保障,而且随着人工成本的提高,这种工艺将进一步丧失产品的竞争力。
技术实现要素:
[0003]
为了解决上述技术问题,本发明提供了一种磁性网纱门帘自动化生产系统,采用涂胶封边工艺代替原有的缝制工艺,在将磁铁对固定在网纱门帘的相应位置的同时进行自动化涂胶并进行切割剪裁,实现了磁性网纱门帘的自动化生产,提高了生产效率,降低了人工成本,保障了产品质量的一致性,提高了产品的竞争力。
[0004]
为实现上述目的,本发明解决其技术问题所采用的
技术方案是:所述磁性网纱门帘自动化生产系统,包括纵向涂胶装置和横向涂胶装置,所述纵向涂胶装置包括涂胶平台ⅰ,所述涂胶平台ⅰ上横跨设置有固定支架ⅰ,所述固定支架ⅰ的两端分别设置侧边涂胶机构,固定支架ⅰ的中部设置中部涂胶切割机构,固定支架ⅰ的一侧有磁铁对传输机构,所述磁铁对传输机构将一对磁铁通过所述中部涂胶切割机构沿着定宽网纱的中部相对的位置铺设;所述横向涂胶装置包括涂胶平台ⅱ,所述涂胶平台ⅱ上纵跨有固定支架ⅱ,所述固定支架ⅱ滑动连接在所述涂胶平台ⅱ上,所述固定支架ⅱ的两端设置有涂胶切割成型机构。
[0005]
进一步地,所述侧边涂胶机构和所述涂胶切割成型机构均包括移动框架ⅰ、竖直提升部件ⅰ和涂胶部件ⅰ,所述移动框架ⅰ上设置所述竖直提升部件ⅰ,所述竖直提升部件ⅰ卡接在所述固定支架ⅰ或固定支架ⅱ上,所述竖直提升部件ⅰ的顶部设置所述涂胶部件ⅰ,所述涂胶部件ⅰ的出胶头伸入所述移动框架ⅰ内。
[0006]
进一步地,所述移动框架ⅰ包括框架本体和弹性压辊组件,所述框架本体的两侧相对设置有多组滚轮和多组安装槽,所述安装槽内安装所述弹性压辊组件,所述弹性压辊组件包括弹性连接件、压辊和辊轴,两个相对的弹性连接件之间连接所述辊轴,所述辊轴外套接所述压辊;弹性连接件包括上压板、下压板、轴承和板簧,所述下压板固定在所述安装槽的最底端,所述下压板通过板簧与所述轴承相接触,所述轴承的上端设置所述上压板,所述上压板通过调节螺栓与所述轴承的上端抵触相连。
[0007]
进一步地,所述竖直提升部件ⅰ包括导向气缸ⅰ、导杆、连接板ⅰ和支撑板,所述导向气缸ⅰ的一端固定在所述移动框架ⅰ上,所述导向气缸ⅰ的另一端通过连接板ⅰ与所述支撑板
固定相连,所述支撑板卡接在所述固定支架ⅰ或固定支架ⅱ上,所述支撑板与所述移动框架ⅰ之间连接有多个导杆。
[0008]
进一步地,所述涂胶部件ⅰ包括伸出板、涂胶漏斗ⅰ、涂胶泵ⅰ、涂胶管道ⅰ、胶嘴ⅰ和压盖,所述支撑板的一侧固定所述伸出板,所述伸出板的外端设置有所述涂胶泵ⅰ和压盖,所述涂胶泵ⅰ的入料口处固定所述涂胶漏斗ⅰ,所述涂胶泵ⅰ的出料口通过涂胶管道ⅰ连接胶嘴ⅰ,所述连接弯管ⅰ卡接在所述压盖内,所述胶嘴ⅰ向下伸入所述移动框架ⅰ内。
[0009]
进一步地,所述中部涂胶切割机构包括移动框架ⅱ、竖直提升部件ⅱ和涂胶部件ⅱ,所述移动框架ⅱ上设置所述竖直提升部件ⅱ,所述竖直提升部件ⅱ卡接在所述固定支架ⅰ上,所述竖直提升部件ⅱ的中部设置所述涂胶部件ⅱ,所述涂胶部件ⅱ的出胶头伸入所述移动框架ⅱ内。
[0010]
进一步地,所述移动框架ⅱ包括所述框架本体和所述弹性压辊组件,所述框架本体的两侧相对设置有多组滚轮,所述框架本体沿其长度方向设置多组弹性压辊组件;所述竖直提升部件ⅱ包括连接架、导向气缸ⅱ和连接板ⅱ,所述连接架固定在所述框架本体的两侧,所述连接架的两端分别通过导向气缸ⅱ与连接板ⅱ相连,所述连接板ⅱ卡接在所述固定支架ⅰ上;所述涂胶部件ⅱ包括安装板、涂胶漏斗ⅱ、涂胶泵ⅱ、涂胶管道ⅱ和胶嘴ⅱ,所述安装板连接在两个连接板ⅱ之间且卡接在固定支架ⅰ上,所述安装板上设置所述涂胶泵ⅱ,所述涂胶泵ⅱ包括一个入料口和三个出料口,所述涂胶泵ⅱ的一个入料口处设置所述涂胶漏斗ⅱ,所述涂胶泵ⅱ的三个出料口分别与涂胶管道ⅱ相连,两个涂胶管道ⅱ穿过所述连接架的一侧后分别与涂胶漏斗ⅱ相连,另一个涂胶管道ⅱ穿过连接架的另一侧的中部后与一个涂胶漏斗ⅱ相连,所述连接架一侧的一个涂胶漏斗ⅱ位于所述连接架另一侧的两个涂胶漏斗ⅱ之间。
[0011]
进一步地,所述移动框架ⅱ的入料端设置有磁对导向组件,所述磁对导向组件包括挡板、分界板、倾斜修正板和提升气缸,所述挡板设置在所述移动框架ⅱ内,且所述挡板的上端通过提升气缸与所述连接架相连,所述挡板的中部与所述移动框架ⅱ之间连接所述分界板,所述挡板的两侧与所述移动框架ⅱ之间分别连接所述倾斜修正板;所述磁铁对传输机构包括两个向所述固定支架ⅰ的中部传输的传输带,所述分界板与所述倾斜修正板之间形成的两个导向通道分别设置在两个传输带出料端的正下方。
[0012]
进一步地,所述移动框架ⅱ的出料端的中部和所述涂胶切割成型机构的移动框架ⅰ的外侧均设置有连接杆,所述连接杆上安装有弹性切割部件,所述弹性切割部件包括铰链、刀架、刀片、凸轮和弹簧,所述铰链固定在所述连接杆上,所述铰链通过刀架与所述刀片相连,所述刀架通过凸轮和弹簧与所述连接杆相连,所述刀片的刀刃向下伸入所述移动框架ⅰ或移动框架ⅱ内。
[0013]
进一步地,所述固定支架ⅰ包括固定板和侧梁ⅰ,两个所述固定板分别相对固定在所述涂胶平台ⅰ的两侧,两个固定板的顶端设置有两个侧梁ⅰ,两个侧梁ⅰ之间与所述侧边涂胶机构和中部涂胶切割机构卡接相连;所述涂胶平台ⅱ的两侧沿其横向设置有导向槽,所述导向槽内设置有调节螺杆,所述固定支架ⅱ包括导向块和侧梁ⅱ,两个导向块滑动连接在所述导向槽内,且所述导向块的底部与所述调节螺杆螺纹连接,所述涂胶平台ⅱ的一侧设置有驱动电机,所述驱动电机通过齿轮齿条机构与两个调节螺杆相连。
[0014]
本发明的有益效果是:
[0015]
1、本发明通过纵向涂胶装置对定宽的网纱的两侧边和中部进行涂胶,同时通过磁铁对传输机构将一对磁铁
定位在网纱的中部相对的位置,同时中部涂胶的网纱被中部涂胶切割机构切割实现网纱带从中部被切割成两片,切割成两片的网纱带整体被输送到横向涂胶装置,通过横向涂胶装置中的涂胶切割成型机构对网纱带的首尾进行涂胶并切边而形成磁性门帘成品,实现了磁性网纱门帘的自动化生产,提高了生产效率,降低了人工成本,保障了产品质量的一致性,提高了产品的竞争力。
[0016]
2、其中的侧边涂胶机构、中部涂胶切割机构和涂胶切割成型机构均包括移动框架、竖直提升部件和涂胶部件,其中的竖直提升部件可带动移动框架上下移动,可顺利使网纱通过纵向涂胶装置和横向涂胶装置,其中的移动框架中设置弹性压辊组件,弹性压辊组件在板簧的作用下使压辊始终与网纱表面接触,对有褶皱的网纱进行平整,使涂胶更均匀,涂胶效果更好;上述侧边涂胶机构、中部涂胶切割机构和涂胶切割成型机构中的涂胶部件在压辊与网纱表面接触的同时进行涂胶操作,使网纱的两侧、中部和首尾部分均匀涂胶,并将网纱带切割成所需要的尺寸,实现了门帘的涂胶切割自动成型,成型的质量高,大大降低了人工成本。
[0017]
3、其中的磁铁对传输机构包括两个向固定支架ⅰ的中部传输的传输带,通过将两个磁铁同时放置在两个传输带同样的位置处,通过传输带将两个磁铁向下运输,通过移动框架ⅱ内的分界板与倾斜修正板之间形成的两个导向通道将两个磁铁导入到网纱沿长度方向的中线相对的位置处,使磁铁对的定位更精准,无需人工判断磁铁对的相对位置,使磁性网纱门帘生产后的成品的质量更高。
[0018]
综上,该磁性网纱门帘自动化生产系统采用涂胶封边工艺代替原有的缝制工艺,在将磁铁对固定在网纱门帘的相应位置的同时进行自动化涂胶并进行切割剪裁,实现了磁性网纱门帘的自动化生产,提高了生产效率,降低了人工成本,保障了产品质量的一致性,提高了产品的竞争力。
附图说明
[0019]
下面对本发明说明书各幅附图表达的内容及图中的标记作简要说明:
[0020]
图1为本发明的结构
示意图;
[0021]
图2为图1中的纵向涂胶装置中固定支架ⅰ和磁铁对传输机构的结构示意图;
[0022]
图3为图1中侧边涂胶机构的结构示意图;
[0023]
图4为图3中移动框架ⅰ的爆炸图;
[0024]
图5为图3中竖直提升部件ⅰ的爆炸图;
[0025]
图6为图3中涂胶部件ⅰ的结构示意图;
[0026]
图7为图1中中部涂胶切割机构的结构示意图;
[0027]
图8为图7中弹性切割部件的爆炸图;
[0028]
图9为图7中竖直提升部件ⅱ的爆炸图;
[0029]
图10为图7中涂胶部件ⅱ的结构示意图;
[0030]
图11为图1中横向涂胶装置中涂胶平台ⅱ的结构示意图;
[0031]
图12为图1中涂胶平台ⅱ与固定支架ⅱ配合的结构示意图;
[0032]
图13为图1中涂胶切割成型机构的结构示意图;
[0033]
上述图中的标记均为:1.涂胶平台ⅰ,2.固定支架ⅰ,21.固定板,22.侧梁ⅰ,3.侧边涂胶机构,31.移动框架ⅰ,311.框架本体,312.滚轮,313.安装槽,314.弹性连接件,315.压辊,316.辊轴,32.竖直提升部件ⅰ,321.导向气缸ⅰ,322.导杆,323.连接板ⅰ,324.支撑板,33.涂胶部件ⅰ,331.伸出板,332.涂胶漏斗ⅰ,333.涂胶泵ⅰ,334.涂胶管道ⅰ,335.胶嘴ⅰ,336.压盖,4.中部涂胶切割机构,41.移动框架ⅱ,42.竖直提升部件ⅱ,421.连接架,422.导向气缸ⅱ,423.连接板ⅱ,43.涂胶部件ⅱ,431.安装板,432.涂胶漏斗ⅱ,433.涂胶泵ⅱ,434.涂胶管道ⅱ,435.胶嘴ⅱ,44.磁对导向组件,441.挡板,442.分界板,443.倾斜修正板,444.提升气缸,5.磁铁对传输机构,6.涂胶平台ⅱ,61.导向槽,62.调节螺杆,7.固定支架ⅱ,71.导向块,72.侧梁ⅱ,8.涂胶切割成型机构,9.连接杆,10.弹性切割部件,101.铰链,102.刀架,103.刀片,104.凸轮,105.弹簧,11.驱动电机,12.齿轮齿条机构。
具体实施方式
[0034]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
[0035]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是
机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0036]
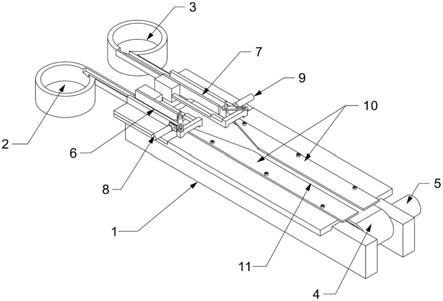
本发明具体的实施方案为:如图1所示,一种磁性网纱门帘自动化生产系统,包括纵向涂胶装置和横向涂胶装置,其中的纵向涂胶装置的入料端与放卷辊相连,通过放卷辊向纵向涂胶装置中持续提供定宽的网纱带,该纵向涂胶装置包括涂胶平台ⅰ1,涂胶平台ⅰ1上横跨设置有固定支架ⅰ2,固定支架ⅰ2的两端分别设置侧边涂胶机构3,固定支架ⅰ2的中部设置中部涂胶切割机构4,固定支架ⅰ2的一侧有磁铁对传输机构5,磁铁对传输机构5将一对磁铁通过中部涂胶切割机构4沿着定宽网纱的中部相对的位置铺设;横向涂胶装置包括涂胶平台ⅱ6,涂胶平台ⅱ6上纵跨有固定支架ⅱ7,固定支架ⅱ7滑动连接在涂胶平台ⅱ6上,固定支架ⅱ7的两端设置有涂胶切割成型机构8。本发明通过侧边涂胶机构3和中部涂胶切割机构4分别对定宽的网纱的两侧边和中部进行涂胶,同时通过磁铁对传输机构5将一对磁铁定位在网纱的中部相对的位置,同时中部涂胶的网纱被中部涂胶切割机构4切割实现网纱带从中部被切割成两片,切割成两片的网纱带整体被输送到横向涂胶装置,通过横向涂胶装置中的涂胶切割成型机构8对网纱带的首尾进行涂胶并切边而形成磁性门帘成品,实现了磁性网纱门帘的自动化生产,提高了生产效率,降低了人工成本,保障了产品质量的一致性,提高了产品的竞争力。
[0037]
具体地,如图2所示,其中的固定支架ⅰ2包括固定板21和侧梁ⅰ22,两个固定板21分别相对固定在涂胶平台ⅰ1的两侧,两个固定板21的顶端设置有两个侧梁ⅰ22,两个侧梁ⅰ22之间与侧边涂胶机构3和中部涂胶切割机构4卡接相连。
[0038]
具体地,如图1和图3所示,其中的两个侧边涂胶机构3之间的距离适应于所需生产的磁性网纱门帘的宽度,两个侧边涂胶机构3均可在两个侧梁ⅰ22上滑动并通过螺栓紧固件来调整两个侧边涂胶机构3之间的距离,该侧边涂胶机构3包括移动框架ⅰ31、竖直提升部件
ⅰ
32和涂胶部件ⅰ33,移动框架ⅰ31上设置竖直提升部件ⅰ32,竖直提升部件ⅰ32卡接在固定支架ⅰ2上,竖直提升部件ⅰ32的顶部设置涂胶部件ⅰ33,涂胶部件ⅰ33的出胶头伸入移动框架ⅰ31内,通过驱动竖直提升部件ⅰ32动作使整个移动框架ⅰ31和涂胶部件ⅰ33同时上下移动,从而使网纱顺利通过侧边涂胶机构3的底端后对网纱两侧平整压紧后对网纱的侧边涂胶。
[0039]
如图4所示,其中的移动框架ⅰ31包括框架本体311和弹性压辊组件,框架本体311的两侧相对设置有多组滚轮312,使移动框架ⅰ31可自由移动,框架本体311的两侧还相对设置有多组安装槽313,安装槽313内安装弹性压辊组件,弹性压辊组件包括弹性连接件314、压辊315和辊轴316,弹性连接件314包括上压板、下压板、轴承和板簧,下压板固定在安装槽313的最底端,下压板通过板簧与轴承相接触,轴承的上端设置上压板,上压板通过调节螺栓与轴承的上端抵触相连,框架本体311两侧的两个相对的轴承之间连接辊轴316,辊轴316外套接压辊315,根据涂胶量和涂在网纱带上胶的厚度,通过旋拧调节螺栓可调节压辊315的位置,其中的板簧对辊轴316的两端弹性支撑,在涂胶的过程中使压辊315将网纱弹性压紧,使涂胶更均匀,使涂胶效果更好。
[0040]
如图5所示,其中的竖直提升部件ⅰ32包括导向气缸ⅰ321、导杆322、连接板ⅰ323和支撑板324,导向气缸ⅰ321的一端固定在移动框架ⅰ31上,导向气缸ⅰ321的另一端通过连接板ⅰ323与支撑板324固定相连,支撑板324卡接在固定支架ⅰ2上,支撑板324与移动框架ⅰ31之间连接有多个导杆322,通过导向气缸ⅰ321动作,在导杆322的导向作用下实现了移动框架ⅰ31的稳定上升或下降。
[0041]
如图6所示,其中的涂胶部件ⅰ33包括伸出板331、涂胶漏斗ⅰ332、涂胶泵ⅰ333、涂胶管道ⅰ334、胶嘴ⅰ335和压盖336,支撑板324的一侧固定伸出板331,伸出板331的外端设置有涂胶泵ⅰ333和压盖336,涂胶泵ⅰ333的入料口处固定涂胶漏斗ⅰ332,涂胶泵ⅰ333的出料口通过涂胶管道ⅰ334连接胶嘴ⅰ335,连接弯管ⅰ卡接在压盖336内,其中的压盖336包括固定底座和与之铰接的卡接盖,方便连接弯管ⅰ的拆卸和定位安装,胶嘴ⅰ335向下伸入移动框架ⅰ31内,通过向涂胶漏斗ⅰ332内持续注胶,在涂胶泵ⅰ333的作用下将胶水导入涂胶管道ⅰ334内,并由胶嘴ⅰ335出胶,胶嘴ⅰ335的底端与移动框架ⅰ31的底端平齐,当移动框架ⅰ31弹性压紧网纱的同时胶嘴ⅰ335出胶将网纱的侧边封边。
[0042]
具体地,如图7所示,其中的中部涂胶切割机构4包括移动框架ⅱ41、竖直提升部件ⅱ42和涂胶部件ⅱ43,移动框架ⅱ41上设置竖直提升部件ⅱ42,竖直提升部件ⅱ42卡接在固定支架ⅰ2上,竖直提升部件ⅱ42的中部设置涂胶部件ⅱ43,涂胶部件ⅱ43的出胶头伸入移动框架ⅱ41内,通过驱动竖直提升部件ⅱ42动作使整个移动框架ⅱ41和涂胶部件ⅱ43同时上下移动,从而使网纱顺利通过中部涂胶切割机构4的底端后对网纱平整压紧后对网纱的中部涂胶。
[0043]
其中的移动框架ⅱ41与移动框架ⅰ31的结构相同,均包括框架本体311和弹性压辊组件,框架本体311的两侧相对设置有多组滚轮312,框架本体311沿其长度方向设置多组弹性压辊组件,通过弹性压辊组件将网纱的中部进行平整压紧,对网纱的中部进行均匀涂胶。
[0044]
如图9所示,其中的竖直提升部件ⅱ42包括连接架421、导向气缸ⅱ422和连接板ⅱ423,连接架421固定在框架本体311的两侧,连接架421的两端分别通过导向气缸ⅱ422与连接板ⅱ423相连,连接板ⅱ423卡接在固定支架ⅰ2上,导向气缸ⅱ422动作,可使与连接架421相连的移动框架ⅱ41上下移动。
[0045]
如图10所示,其中的涂胶部件ⅱ43包括安装板431、涂胶漏斗ⅱ432、涂胶泵ⅱ433、涂胶管道ⅱ434和胶嘴ⅱ435,安装板431连接在两个连接板ⅱ423之间且卡接在固定支架ⅰ2上,涂胶部件ⅱ43和竖直提升部件ⅱ42独立分开,方便对其中的部件进行更换和安装,安装板431上设置涂胶泵ⅱ433,涂胶泵ⅱ433包括一个入料口和三个出料口,涂胶泵ⅱ433的一个入料口处设置涂胶漏斗ⅱ432,涂胶泵ⅱ433的三个出料口分别与涂胶管道ⅱ434相连,两个涂胶管道ⅱ434穿过连接架421的一侧后分别与涂胶漏斗ⅱ432相连,另一个涂胶管道ⅱ434穿过连接架421的另一侧的中部后与一个涂胶漏斗ⅱ432相连,连接架421一侧的一个涂胶漏斗ⅱ432位于连接架421另一侧的两个涂胶漏斗ⅱ432之间,对网纱的中部进行涂胶时,连接架421一侧的两个涂胶漏斗ⅱ432先沿着网纱的中线进行涂胶,连接架421另一侧的一个涂胶漏斗ⅱ432对另外两个涂胶漏斗ⅱ432之间的区域进行补胶,使网纱中部涂胶更均匀。
[0046]
如图7所示,其中的移动框架ⅱ41的入料端设置有磁对导向组件44,磁对导向组件44包括挡板441、分界板442、倾斜修正板443和提升气缸444,挡板441设置在移动框架ⅱ41内,且挡板441的上端通过提升气缸444与连接架421相连,挡板441的中部与移动框架ⅱ41之间连接分界板442,挡板441的两侧与移动框架ⅱ41之间分别连接倾斜修正板443,其中的倾斜修正板443与分界板442之间形成的导向通道对落入其中的磁铁进行导向,挡板441可对磁铁进行定位,位于两个导向通道的挡板441的底端设置有可使磁铁通过的槽口,两个槽口之间相隔一段距离,而且其中的分界板442的厚度使落入两个导向通道内的磁铁吸引力较小,使两个磁铁可分别通过槽口,也可通过驱动提升气缸444动作使挡板441上抬,可使两个磁铁定位在网纱中部的相对位置且使两个磁铁相隔一段距离,便于后期的切割;如图1和图2所示,磁铁对传输机构5包括两个向固定支架ⅰ2的中部传输的传输带,通过两个反向转动的电机带动传输带动作,从而将两个传输带上的磁铁向固定支架ⅰ2的中部传输,分界板442与倾斜修正板443之间形成的两个导向通道分别设置在两个传输带出料端的正下方,可使两个磁铁准确落入两个导向通道内,挡板441对磁铁进行定位后,驱动提升气缸444动作使挡板441上抬,可使两个磁铁定位在网纱中部的相对位置,则完成了磁铁对的定位。
[0047]
另外,如图7和图8所示,移动框架ⅱ41的出料端的中部设置有连接杆9,连接杆9上安装有弹性切割部件10,该弹性切割部件10包括铰链101、刀架102、刀片103、凸轮104和弹簧105,铰链101固定在连接杆9上,铰链101通过刀架102与刀片103相连,刀架102通过凸轮104和弹簧105与连接杆9相连,刀片103的刀刃向下伸入移动框架ⅰ31内,其中的凸轮104可通过固定支耳和固定螺栓安装在连接杆9上,通过拧松固定螺栓旋转凸轮104的转动角度,可调节刀片103底端与网纱接触(进行切割工作)或分离(结束切割工作),其中的弹簧105可使刀片103与网纱弹性接触而完成切割,防止了刀片103与网纱影响接触而损坏涂胶平台ⅰ1的情况。当中部涂胶切割机构4中的涂胶部件ⅰ33沿着网纱中部进行涂胶的过程中,提前调节凸轮104的转动角度使刀片103底端与网纱接触,刀片103在弹簧105的作用下与涂胶后的网纱的中部弹性接触而进行切割,将网纱带切割成两片。
[0048]
具体地,如图11和图12所示,其中的涂胶平台ⅱ6的两侧沿其横向设置有导向槽61,导向槽61内设置有调节螺杆62,固定支架ⅱ7包括导向块71和侧梁ⅱ72,两个导向块71滑动连接在导向槽61内,且导向块71的底部与调节螺杆62螺纹连接,涂胶平台ⅱ6的一侧设置有驱动电机11,驱动电机11通过齿轮齿条机构12与两个调节螺杆62相连,通过两个调节
螺杆62转动使导向块71沿着调节螺杆62的长度方向
运动,从而使固定支架ⅱ7及其上的两个涂胶切割成型机构8沿着网纱带的宽度方向涂胶并进行切边操作。
[0049]
具体地,如图1和图13所示,其中的两个涂胶切割成型机构8之间的距离适应于所需生产的磁性网纱门帘的长度,两个涂胶切割成型机构8均可在两个侧梁ⅱ72上滑动并通过螺栓紧固件来调整两个涂胶切割成型机构8之间的距离,该涂胶切割成型机构8和侧边涂胶机构3中的部分结构相同,该涂胶切割成型机构8也包括移动框架ⅰ31、竖直提升部件ⅰ32和涂胶部件ⅰ33,移动框架ⅰ31上设置竖直提升部件ⅰ32,竖直提升部件ⅰ32卡接在固定支架ⅰ2或固定支架ⅱ7上,竖直提升部件ⅰ32的顶部设置涂胶部件ⅰ33,涂胶部件ⅰ33的出胶头伸入移动框架ⅰ31内,其中的移动框架ⅰ31、竖直提升部件ⅰ32和涂胶部件ⅰ33的具体结构与上述结构相同,此处不再赘述。该涂胶切割成型机构8中的移动框架ⅰ31的外侧还设置有连接杆9,连接杆9上安装有上述的弹性切割部件10,弹性切割部件10中的刀片103的刀刃向下伸入移动框架ⅱ41内,
当涂胶切割成型机构8中的涂胶部件ⅰ33沿着网纱的首尾进行涂胶的过程中,提前调节凸轮104的转动角度使刀片103底端与网纱首尾接触,刀片103在弹簧105的作用下与涂胶后的网纱的首尾弹性接触而进行切边操作,将网纱带切割成形。
[0050]
另外,上述生产系统还包括控制器、位置
传感器ⅰ和位置传感器ⅱ,其中的位置传感器ⅰ设置在涂胶平台ⅰ入料端的一侧,位置传感器ⅰ检测到网纱带时将位置信号传输给控制器,控制器控制导向气缸ⅰ321和导向气缸ⅱ422动作分别使移动框架ⅰ31和移动框架ⅱ41上抬一段距离,当网纱带通过移动框架ⅰ31和移动框架ⅱ41的底部时,控制器控制导向气缸ⅰ321和导向气缸ⅱ422回位使移动框架ⅰ31和移动框架ⅱ41与网纱带接触;然后,磁铁对传输机构5动作将一对磁铁同时传输并定位在网纱带的中部,同时涂胶泵ⅰ和涂胶泵ⅱ动作,分别对网纱带的两侧边和中部进行涂胶操作,弹性切割部件10动作将网纱带切割成两片;最后,切割成两片的网纱带到达涂胶平台ⅱ6,涂胶平台ⅱ6的外侧设置位置传感器ⅱ,位置传感器ⅱ检测到网纱带的到位信息后传输给控制器,控制器控制放卷辊停止放卷,并驱动涂胶切割成型机构8中的涂胶泵ⅰ333动作进行涂胶操作,同时控制驱动电机11动作使驱动电机带动固定支架ⅱ7和涂胶切割成型机构8沿着网纱带的首尾进行涂胶并切边。
[0051]
运用上述自动化生产系统生产磁性网纱门帘的方法是:
[0052]
首先,驱动导向气缸ⅰ321动作,使移动框架ⅰ31和涂胶部件ⅰ33上抬,同时驱动导向气缸ⅱ422动作,使移动框架ⅱ41和涂胶部件ⅱ43上抬,通过放卷辊向纵向涂胶装置中持续提供定宽的网纱带,同时向两个传输带上分别投放定量的磁铁。
[0053]
然后,当网纱带通过边涂胶机构3和中部涂胶切割机构4的底部后,驱动导向气缸ⅰ321和导向气缸ⅱ422动作,使两个移动框架ⅰ31中的压辊315将网纱带的两侧边弹性压平,使移动框架ⅱ41中的压辊315将网纱带的中部弹性压平,同时,将涂胶漏斗ⅰ332和涂胶漏斗ⅱ432中持续注入胶水,在涂胶泵ⅰ333的作用下将胶水经过涂胶管道ⅰ334导入胶嘴ⅰ335,通过两个胶嘴ⅰ335将网纱带的两侧边进行涂胶,在涂胶泵ⅱ433的作用下将胶水经过涂胶管道ⅱ434导入胶嘴ⅱ435,通过胶嘴ⅱ435将网纱带的中部进行涂胶,同时,两个传输带上的磁铁向固定支架ⅰ2的中部传输并落入分界板442与倾斜修正板443之间形成的两个导向通道内,挡板441对磁铁进行定位后,驱动提升气缸444动作使挡板441上抬,使两个磁铁定位在网纱中部的相对位置,则完成了磁铁对的定位,在对网纱带中部涂胶的过程中,移动框架ⅱ41出料端处的弹性切割部件10对涂胶后的网纱带中部切割。
[0054]
最后,切割成两片的网纱带通过纵向涂胶装置进入横向涂胶装置,当网纱带的端部到达涂胶平台ⅱ6的最外侧时,放卷辊暂停放卷,横向涂胶装置中的两个导向气缸ⅰ321动作,使压辊315将网纱带的首尾平稳弹性压紧,然后驱动电机11动作,在齿轮齿条机构12的带动下使涂胶平台ⅱ6两侧的两个调节螺杆62转动,从而使固定支架ⅰ2带动移动框架ⅱ41和涂胶部件ⅱ43沿着涂胶平台ⅱ6的宽度方向运动,实现了对网纱带的首尾进行涂胶操作,同时,涂胶切割成型机构8的移动框架ⅰ31外侧的弹性切割部件10对网纱带的首尾进行切边,则完成了磁性网纱门帘最终的成形。
[0055]
综上,该磁性网纱门帘自动化生产系统采用涂胶封边工艺代替原有的缝制工艺,在将磁铁对固定在网纱门帘的相应位置的同时进行自动化涂胶并进行切割剪裁,实现了磁性网纱门帘的自动化生产,提高了生产效率,降低了人工成本,保障了产品质量的一致性,提高了产品的竞争力。
[0056]
以上所述,只是用图解说明本发明的一些原理,本说明书并非是要将本发明局限在所示所述的具体结构和适用范围内,故凡是所有可能被利用的相应修改以及等同物,均属于本发明所申请的
专利范围。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除