[0001]
本
实用新型涉及工装夹具技术
领域,尤其涉及一种焊接治具。
背景技术:
[0002]
如图1至图4所示,现有一组合件1,其包括注塑件13和冲压件12,冲压件12与注塑件13焊接,截取冲压件12与注塑件13的焊接区域的截面,注塑件13在该截面中呈7字型,冲压件12在该截面中呈l字型。在该截面中,注塑件13与冲压件12连接呈环状,注塑件13的一端设有第一焊接部81并通过第一焊接部81与冲压件12的一端焊接,注塑件13的另一端设有第二焊接部82并通过第二焊接部82与冲压件12的另一端焊接。注塑件13与冲压件12上分别设有若干个孔槽5。容易理解的,所述第一、二焊接部既可以是与注塑件13通过嵌件注塑工艺成型为一体的金属件,也可以仅为塑胶部分,当第一、二焊接部仅为塑胶部分时,注塑件13与冲压件12通过
激光焊接相连。
[0003]
由于该组合件1构造及焊接点位的特殊性,目前,在组装该组合件1时均是由人工手动扶持操作的,没有合适的焊接治具,致使该组合件1组装
效率低下,耗费人力,以致于该组合件1的生产成本偏高。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是:提供一种上述组合件的专用焊接治具以提高该组合件的组装效率。
[0005]
为了解决上述技术问题,本实用新型采用的
技术方案为:一种焊接治具,用于组合件的焊接,所述组合件的相对两侧分别具有焊接区,包括具有第一窗口的盖板和具有第二窗口的底座,所述底座与盖板可拆卸连接,所述第一窗口和所述第二窗口分别与不同的所述焊接区对齐,所述底座靠近所述盖板的一侧设有用于容置所述组合件的容置槽,所述容置槽的至少一侧设有用于抵持所述组合件的抵持机构。
[0006]
进一步的,所述抵持机构包括滑轨、滑块、弹性件和抵持块,所述滑轨固定在所述底座上,所述滑块可滑动设于所述滑轨上,所述抵持块通过所述弹性件连接所述滑块,所述抵持块抵持所述组合件。
[0007]
进一步的,所述滑轨的长度方向与所述容置槽的长度方向垂直。
[0008]
进一步的,所述抵持机构还包括销钉,所述滑块与所述抵持块通过所述销钉相连,所述弹性件为压簧,所述压簧套设在所述销钉上,所述抵持块沿所述销钉的轴心相对于所述滑块可滑动设置。
[0009]
进一步的,所述抵持块位于所述滑块与所述容置槽之间。
[0010]
进一步的,所述组合件上具有靠近所述焊接区设置的孔槽,所述抵持块远离所述滑块的一侧设有支撑凸起,所述支撑凸起插入所述孔槽中。
[0011]
进一步的,所述支撑凸起的一侧壁抵靠所述孔槽靠近所述焊接区的内壁面。
[0012]
进一步的,所述容置槽的两侧分别设有所述抵持机构,位于所述容置槽两侧的所
述抵持机构成对设置以对所述组合件形成夹持,所述组合件包括注塑件和冲压件,所述注塑件与所述冲压件上分别设有所述孔槽,所述注塑件上的所述孔槽靠近所述第一窗口设置,所述冲压件上的所述孔槽靠近所述第二窗口设置;成对设置的两个所述抵持机构中,一个所述抵持机构的所述支撑凸起插入所述注塑件上的所述孔槽中,另一个所述抵持机构的所述支撑凸起插入所述冲压件上的所述孔槽中。
[0013]
进一步的,所述盖板上设有抵压所述冲压件的抵压块,所述抵压块靠近所述第一窗口设置;和/或,所述底座上设有支撑所述注塑件的支撑块,所述支撑块靠近所述第二窗口设置。
[0014]
进一步的,所述底座和/或所述盖板上设有快拆件,所述底座与所述盖板通过所述快拆件相连。
[0015]
本实用新型的有益效果在于:底座与盖板的锁定加上抵持机构的配合使得组合件能够精准的
定位于焊接治具内部,一次装夹后,便可通过第一、二窗口对组合件的正反两面进行焊接,大大方便了员工的操作,利于提高生产效率,降低组合件的生产成本;组装完成的组合件一致性好;可通过自动化设备进行组合件的组装,利于进一步提高生产效率,降低生产成本。
附图说明
[0016]
图1为组合件中的冲压件的结构
示意图;
[0017]
图2为组合件中的注塑件的结构示意图;
[0018]
图3为组合件的整体结构的结构示意图;
[0019]
图4为组合件的剖视图;
[0020]
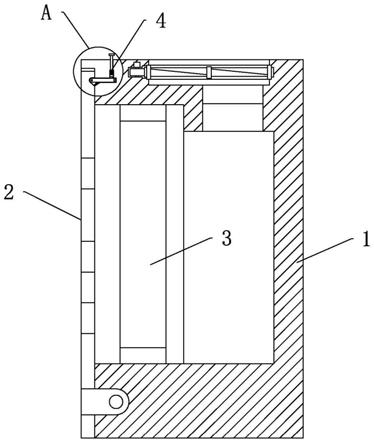
图5为本实用新型实施例一的焊接治具的结构示意图;
[0021]
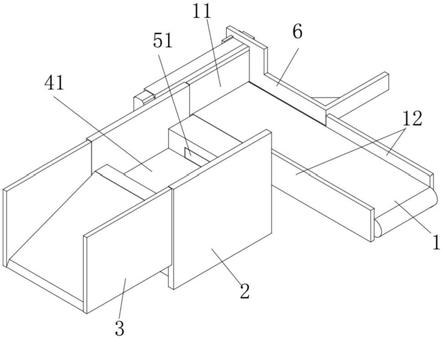
图6为本实用新型实施例一的焊接治具中的底座的结构示意图(放入组合件前);
[0022]
图7为本实用新型实施例一的焊接治具中的底座的结构示意图(放入组合件后);
[0023]
图8为本实用新型实施例一的焊接治具的剖视图;
[0024]
图9为图8中细节a的放大图。
[0025]
标号说明:
[0026]
1、组合件;11、焊接区;12、冲压件;13、注塑件;
[0027]
2、盖板;21、第一窗口;22、抵压块;
[0028]
3、底座;31、第二窗口;32、容置槽;33、支撑块;
[0029]
4、抵持机构;41、滑轨;42、滑块;43、弹性件;44、抵持块;441、支撑凸起;45、销钉;
[0030]
5、孔槽;
[0031]
61、导向柱;62、导向孔;
[0032]
7、快拆件;
[0033]
81、第一焊接部;82、第二焊接部。
具体实施方式
[0034]
为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
[0035]
请参照图1至图9,一种焊接治具,用于组合件1的焊接,所述组合件1的相对两侧分别具有焊接区11,包括具有第一窗口21的盖板2和具有第二窗口31的底座3,所述底座3与盖板2可拆卸连接,所述第一窗口21和所述第二窗口31分别与不同的所述焊接区11对齐,所述底座3靠近所述盖板2的一侧设有用于容置所述组合件1的容置槽32,所述容置槽32的至少一侧设有用于抵持所述组合件1的抵持机构4。
[0036]
从上述描述可知,本实用新型的有益效果在于:底座3与盖板2的锁定加上抵持机构4的配合使得组合件1能够精准的定位于焊接治具内部,一次装夹后,便可通过第一、二窗口对组合件1的正反两面进行焊接,大大方便了员工的操作,利于提高生产效率,降低组合件1的生产成本;组装完成的组合件1一致性好;可通过自动化设备进行组合件1的组装,利于进一步提高生产效率,降低生产成本。
[0037]
进一步的,所述抵持机构4包括滑轨41、滑块42、弹性件43和抵持块44,所述滑轨41固定在所述底座3上,所述滑块42可滑动设于所述滑轨41上,所述抵持块44通过所述弹性件43连接所述滑块42,所述抵持块44抵持所述组合件1。
[0038]
由上述描述可知,抵持机构4对组合件1弹性抵持,可以避免出现抵持机构4磕伤组合件1的情况,利于保证产品的良品率。
[0039]
进一步的,所述滑轨41的长度方向与所述容置槽32的长度方向垂直。
[0040]
进一步的,所述抵持机构4还包括销钉45,所述滑块42与所述抵持块44通过所述销钉45相连,所述弹性件43为压簧,所述压簧套设在所述销钉45上,所述抵持块44沿所述销钉45的轴心相对于所述滑块42可滑动设置。
[0041]
由上述描述可知,抵持机构4结构简单,工作稳定。
[0042]
进一步的,所述抵持块44位于所述滑块42与所述容置槽32之间。
[0043]
进一步的,所述组合件1上具有靠近所述焊接区11设置的孔槽5,所述抵持块44远离所述滑块42的一侧设有支撑凸起441,所述支撑凸起441插入所述孔槽5中。
[0044]
由上述描述可知,支撑凸起441与孔槽5的配合能够进一步提高组合件1定位的精准度。
[0045]
进一步的,所述支撑凸起441的一侧壁抵靠所述孔槽5靠近所述焊接区11的内壁面。
[0046]
由上述描述可知,支撑凸起441不仅能够起到提高组合件1定位精准度的作用,还能够起到将组合件1上的热量导出的作用,从而降低注塑件13烫伤变形等风险。
[0047]
进一步的,所述容置槽32的两侧分别设有所述抵持机构4,位于所述容置槽32两侧的所述抵持机构4成对设置以对所述组合件1形成夹持,所述组合件1包括注塑件13和冲压件12,所述注塑件13与所述冲压件12上分别设有所述孔槽5,所述注塑件13上的所述孔槽5靠近所述第一窗口21设置,所述冲压件12上的所述孔槽5靠近所述第二窗口31设置;成对设置的两个所述抵持机构4中,一个所述抵持机构4的所述支撑凸起441插入所述注塑件13上的所述孔槽5中,另一个所述抵持机构4的所述支撑凸起441插入所述冲压件12上的所述孔槽5中。
[0048]
进一步的,所述盖板2上设有抵压所述冲压件12的抵压块22,所述抵压块22靠近所述第一窗口21设置;和/或,所述底座3上设有支撑所述注塑件13的支撑块33,所述支撑块33靠近所述第二窗口31设置。
[0049]
由上述描述可知,抵压块22和/或支撑块33的设置能够防止冲压件12和/或注塑件13意外变形,利于保证注塑件13与冲压件12的焊接精度。
[0050]
进一步的,所述底座3和/或所述盖板2上设有快拆件7,所述底座3与所述盖板2通过所述快拆件7相连。
[0051]
由上述描述可知,快拆件7的设置方便用户启闭焊接治具。
[0052]
实施例一
[0053]
请参照图1至图9,本实用新型的实施例一为:一种焊接治具,用于前述背景技术中的组合件1的焊接,所述组合件1的相对两侧分别具有焊接区11,所述焊接治具包括具有第一窗口21的盖板2和具有第二窗口31的底座3,所述底座3与盖板2可拆卸连接,所述第一窗口21和所述第二窗口31分别与不同的所述焊接区11对齐,所述底座3靠近所述盖板2的一侧设有用于容置所述组合件1的容置槽32,所述容置槽32的至少一侧设有用于抵持所述组合件1的抵持机构4。
[0054]
本实施例中,所述抵持机构4包括滑轨41、滑块42、弹性件43和抵持块44,所述滑轨41固定在所述底座3上,所述滑轨41的长度方向与所述容置槽32的长度方向垂直,所述滑块42可滑动设于所述滑轨41上,所述抵持块44通过所述弹性件43连接所述滑块42,所述抵持块44位于所述滑块42与所述容置槽32之间,所述抵持块44抵持所述组合件1。具体的,所述抵持机构4还包括销钉45,所述滑块42与所述抵持块44通过所述销钉45相连,所述弹性件43为压簧,所述压簧套设在所述销钉45上,所述抵持块44沿所述销钉45的轴心相对于所述滑块42可滑动设置。容易理解的,所述销钉45可替换为松不脱螺钉。
[0055]
进一步的,所述组合件1上具有靠近所述焊接区11设置的孔槽5,所述抵持块44远离所述滑块42的一侧设有支撑凸起441,所述支撑凸起441插入所述孔槽5中。本实施例中,所述孔槽5为通孔。为防止注塑件13受热变形,优选的,所述支撑凸起441的一侧壁抵靠所述孔槽5靠近所述焊接区11的内壁面,所述支撑凸起441为导热体,所述支撑凸起441的材质选用导热材质,例如铁、铜等。在其他实施例中,所述支撑凸起441与所述孔槽5内壁面抵靠的侧面上涂布有导热硅胶。
[0056]
本实施例中,所述容置槽32的两侧分别设有所述抵持机构4,位于所述容置槽32两侧的所述抵持机构4成对设置以对所述组合件1形成夹持,所述组合件1包括注塑件13和冲压件12,所述注塑件13与所述冲压件12上分别设有所述孔槽5,所述注塑件13上的所述孔槽5靠近所述第一窗口21设置,所述冲压件12上的所述孔槽5靠近所述第二窗口31设置;成对设置的两个所述抵持机构4中,一个所述抵持机构4的所述支撑凸起441插入所述注塑件13上的所述孔槽5中,另一个所述抵持机构4的所述支撑凸起441插入所述冲压件12上的所述孔槽5中。
[0057]
所述盖板2上设有抵压所述冲压件12的抵压块22,所述抵压块22靠近所述第一窗口21设置;和/或,所述底座3上设有支撑所述注塑件13的支撑块33,所述支撑块33靠近所述第二窗口31设置,所述支撑块33位于所述容置槽32内。支撑块33/抵压块22配合支撑凸起441更好更稳定地限位、支撑所述焊接区11。
[0058]
所述底座3和/或所述盖板2上设有导向柱61,所述盖板2和/或所述底座3上设有与所述导向柱61配合的导向孔62。可选的,所述导向孔62内设有导套,所述导套可用于焊接治具与自动化设备的定位。
[0059]
为方便用户快速拆装焊接治具,所述底座3和/或所述盖板2上设有快拆件7,所述底座3与所述盖板2通过所述快拆件7相连。所述快拆件7可选用弹性卡扣、翻转锁扣、旋转锁片等。
[0060]
本焊接治具的使用过程简述如下:先打开盖板2,拨动滑块42,使滑块42带动抵持块44朝远离容置槽32的方向移动,然后将组合件1预装后放入容置槽32内,接着拨动滑块42,使滑块42带动抵持块44朝靠近容置槽32的方向移动,并令支撑凸起441插入孔槽5内,最后盖上盖板2即可实现一次装夹、双面焊接。
[0061]
综上所述,本实用新型提供的焊接治具,一次装夹后,便可通过第一、二窗口对组合件的正反两面进行焊接,大大方便了员工的操作,利于提高生产效率,降低组合件的生产成本;组装完成的组合件一致性好;可通过自动化设备进行组合件的组装,利于进一步提高生产效率,降低生产成本;支撑凸起与孔槽的配合能够快速地将热量导出,可防止注塑件受热变形,利于保证产品品质。
[0062]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的
专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的
专利保护范围内。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除