[0001]
本
实用新型涉及一种注塑机,特别涉及一种免烘干
塑料的注塑机。
背景技术:
[0002]
注塑机是塑料注射成型的
机械装备,属于高级快速成型设备,工作特性是长期连续运作,在生产一些高要求产品或工程塑料时,都需要对塑料进行干燥,如生产pc,干燥温度在100~120℃,需要4小时连续干燥,需要耗费很大的电能,这样无疑会增大塑料产品的生产成本,而且塑料干燥时产生的废气会污染周围的
环境。
[0003]
因此,有必要做进一步改进。
技术实现要素:
[0004]
本实用新型的目的旨在提供一种结构简单、节约
能源、生产成本低、
环保、实用性强的免烘干塑料的注塑机,以克服现有技术中的不足之处。
[0005]
按此目的设计的一种免烘干塑料的注塑机,包括机体,其特征在于:所述机体上设置有用于回收废气的废气回收装置、用于抽真空的抽气装置、用于防止塑料熔体溢出的防冒料装置和用于加热塑化塑料的排气塑化系统,排气塑化系统与防冒料装置连接,防冒料装置的两侧分别与废气回收装置、抽气装置连接;注塑机工作时,通过排气塑化系统加热塑化后的塑料熔体进入防冒料装置,塑料熔体里的湿气、废气在防冒料装置内通过抽气装置抽离,抽离后的湿气、废气进入废气回收装置内,再抽湿气、废气时,可以通过压力表的表压观察抽真空程度,以便控制产品质量。
[0006]
所述防冒料装置包括动力部件和螺杆部件,动力部件与螺杆部件驱动连接,排气塑化系统包括料筒和熔胶螺杆,熔胶螺杆设置于料筒内,螺杆部件的一端插入料筒内。
[0007]
还包括用于监测排气塑化系统里的真空程度的监测系统;监测系统设置于排气塑化系统上,防冒料装置的底部设有第三连接头,监测系统通过第三连接头与螺杆部件连接,或者监测系统直接安装在排气塑化系统上。监测系统为压力表,可监测抽真空情况。
[0008]
所述螺杆部件为双螺杆结构,两螺杆之间设有啮合间隙,螺杆部件与料筒的内壁之间留有间隙。
[0009]
所述螺杆部件为单螺杆结构,螺杆部件与料筒的内壁之间留有间隙。
[0010]
所述防冒料装置的一侧设有第一连接头,第一连接头通过气管与抽气装置连接,防冒料装置的另一侧设有第二连接头,第二连接头通过气管与废气回收装置连接。
[0011]
所述抽气装置为真空泵或真空发生器,真空泵或真空发生器与车间的废气处理管道连通。
[0012]
所述机体上设置有注塑部分、塑化动力部分和整机动力部分,整机动力部分与塑化动力部分连接,塑化动力部分与注塑部分连接,注塑部分与排气塑化系统连接。
[0013]
所述机体上设置有机门部分和锁模部分,锁模部分与排气塑化系统连接。
[0014]
还包括控制器,控制器根据排气塑化系统反馈的启动信号,控制废气回收装置、抽
气装置、防冒料装置同步启动,控制器根据排气塑化系统反馈的停止信号,控制废气回收装置、抽气装置、防冒料装置延时停止。
[0015]
本实用新型的注塑机通过排气塑化系统的注塑螺杆对塑料进行塑化,塑化后的塑料熔体在防冒料装置中加入抽气装置,对塑料熔体里的水汽及废气进行抽离,抽离后的水汽和废气进入到废气回收装置里进行回收,通过设置此排气结构,可省去传统注塑机生产塑料产品需要对塑料进行干燥的步骤,达到节能减排、
保护环境的目的,同时可降低塑料产品的生产成本,可广泛应用于各类型往复式螺杆塑料注射成型机。
附图说明
[0016]
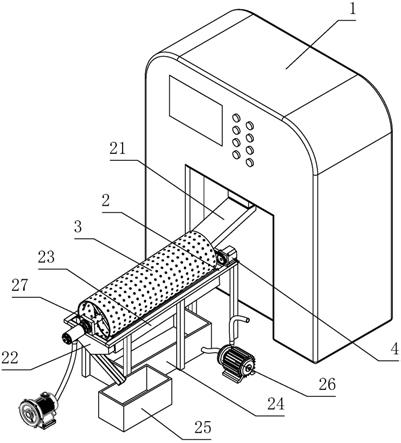
图1为本实用新型一实施例中注塑机的整体结构
示意图。
[0017]
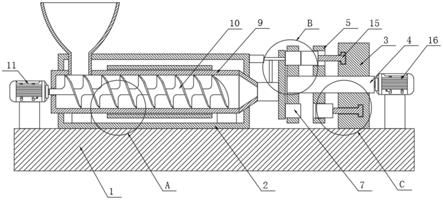
图2为本实用新型一实施例中防冒料装置和排气塑化系统的装配结构示意图。
具体实施方式
[0018]
下面结合附图及实施例对本实用新型作进一步描述。
[0019]
参见图1和图2,本免烘干塑料的注塑机,包括机体10,机体10上设置有用于回收废气的废气回收装置3、用于抽真空的抽气装置4、用于防止塑料熔体溢出的防冒料装置5和用于加热塑化塑料的排气塑化系统6,排气塑化系统6与防冒料装置5连接,防冒料装置5的两侧分别与废气回收装置3、抽气装置4连接;注塑机工作时,排气塑化系统6对塑料进行加热塑化,加热塑化后的塑料熔体进入防冒料装置5,塑料熔体里的湿气、废气在防冒料装置5内通过抽气装置4抽离,抽离后的湿气、废气进入废气回收装置3内进行回收。本注塑机工作时,工作原理与传统注塑机相似,但在塑化时,增加了排气功能,排气塑化系统6工作运转,使需要除湿排气的塑料加热塑化,排气塑化系统6把塑料输送到料筒6.1前端,已塑化的塑料在经过防冒料装置5的位置时,抽气装置4和废气回收装置3把塑料熔体里的湿气、废气进行抽离,并进行回收(需要注意的是,排气塑化系统6开始工作时,废气回收装置3、抽气装置4、防冒料装置5需同时工作,在排气塑化系统6停止工作后,废气回收装置3、抽气装置4、防冒料装置5还需延后一点时间才能停止工作,防止塑料熔体从防冒料装置5里溢出)。本注塑机解决了高分子机械在生产产品时需要对塑料进行烘干的问题,该排气结构节约用电、对环境无污染、结构简单,可降低生产成本。
[0020]
防冒料装置5包括动力部件5.1和螺杆部件5.4,动力部件5.1与螺杆部件5.4驱动连接,排气塑化系统6包括料筒6.1和熔胶螺杆6.2,熔胶螺杆6.2设置于料筒6.1内,螺杆部件5.4的一端插入料筒6.1内。熔胶螺杆6.2可对塑料进行塑化,动力部件5.1驱动螺杆部件5.4转动。
[0021]
还包括用于监测排气塑化系统6里的真空程度的监测系统11;监测系统11设置于排气塑化系统6上,防冒料装置5的底部设有第三连接头5.5,监测系统11通过第三连接头5.5与螺杆部件5.4连接,可以通过产品情况调节抽真空程度;或者监测系统11直接安装在排气塑化系统6上,用于监测抽气情况,通过监测系统11监测排气塑化系统6里的真空程度,闭环控制塑料熔体的湿气、废气抽取情况。监测系统11为压力表,可监测抽真空情况。
[0022]
螺杆部件5.4为双螺杆结构,两螺杆之间设有啮合间隙,螺杆部件5.4与料筒6.1的内壁6.1.1之间留有间隙(图2为双螺杆结构的防冒料装置5)。排气塑化系统6运转时,防冒
料装置5同时运转,防止熔体从防冒料装置5与排气塑化系统6的连接处溢出,同时利用双螺杆的啮合间隙和螺杆部件5.4与料筒6.1内壁6.1.1之间的间隙,排出防冒料装置5内的塑料熔体里面的湿气、废气,达到不用烘干塑料可以生产产品的目的。
[0023]
或者,螺杆部件5.4为单螺杆结构,螺杆部件5.4与料筒6.1的内壁6.1.1之间留有间隙。此结构与双螺杆结构的螺杆部件5.4不同之处在于:防冒料装置5内的塑料熔体里面的湿气、废气只是通过螺杆部件5.4与料筒6.1内壁6.1.1之间的间隙排出,排气的效果相对于双螺杆结构的螺杆部件5.4差一些。
[0024]
防冒料装置5的一侧设有第一连接头5.1,第一连接头5.1通过气管与抽气装置4连接,防冒料装置5的另一侧设有第二连接头5.2,第二连接头5.2通过气管与废气回收装置3连接。
[0025]
抽气装置4为真空泵或真空发生器,也可以是其他抽真空装置,对防冒料装置5进行抽真空,真空泵或真空发生器与车间的废气处理管道连通。
[0026]
机体10上设置有注塑部分7、塑化动力部分8和整机动力部分9,整机动力部分9与塑化动力部分8连接,塑化动力部分8与注塑部分7连接,注塑部分7与排气塑化系统6连接。塑料在注塑部分7进行注塑后进入排气塑化系统6内。
[0027]
机体10上设置有机门部分1和锁模部分2,锁模部分2与排气塑化系统6连接,从排气塑化系统6排出的塑料熔体进入锁模部分2,通过锁模部分2进行压注成型。
[0028]
还包括控制器,控制器根据排气塑化系统6反馈的启动信号,控制废气回收装置3、抽气装置4、防冒料装置5同步启动,控制器根据排气塑化系统6反馈的停止信号,控制废气回收装置3、抽气装置4、防冒料装置5延时停止。
[0029]
上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本
领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除