[0001]
本发明涉及
机械加工技术
领域,具体涉及一种全自动工件翻面设备。
[0002]
背景技术:
[0003]
在机械加工领域,工件加工是常见的加工形式,而在对工件的加工过程中,有大量的工件要进行翻面工作,尤其是随着自动化程度的提高,对翻面动作的可靠性要求越来越高。过去依靠人工翻面,会有遗漏现象,造成设备撞车、错加工等事故据。现在通过自动化或者半自动化结构对工件进行翻面,虽然节省了人力,但是翻面
效率较低,影响了工件的加工效率。
[0004]
现有技术中公开了一种基于电磁力和机械手的工件全自动翻面设备,包括工作台和翻面装置,在工作台上设置有容纳待翻面工件的翻面工位,翻面装置包括取料机构和放料机构,在取料机构和/或放料机构上设置有翻转部件,取料机构从工作台上将翻面工位拾取,翻转部件用于将取料机构拾取的翻面工位拾取并进行翻转操作,放料机构从翻转部件上将翻转后的翻面工位拾取并投放至工作台上。
[0005]
该方案具有以下缺点:该方案通过两个升降结构,两个电磁吸附结构,一个水平移动结构和一个翻转结构,实现对工件的升降,翻面的工序较为繁琐,导致翻面的效率较低。
[0006]
技术实现要素:
[0007]
本发明的目的在于提供一种全自动工件翻面设备,包括第一
输送带、第二输送带和输送短带,所述第二输送带设置在第一输送带下侧,所述输送短带设置在第一输送带靠近第二输送带的一侧,所述输送短带倾斜设置,所述输送短带与第二输送带之间设有分度盘,所述分度盘周围环绕设有若干入料槽,若干所述入料槽均通过减震座与分度盘弧形侧壁固定连接,若干所述入料槽底壁上均固定设有电磁铁组,所述分度盘内设有腔室,所述腔室内设有控制若干电磁铁组通断电的通断电组件,所述第一输送带一侧设置工件自动
定位组件,所述第一输送带一侧设有工件间距调节组件。所述通断电组件包括固定设置在分度盘内的圆盘壳体,所述圆盘壳体固定连接有定位杆,所述定位杆远离圆盘壳体的一端延伸至腔室外并固定连接有安装板,所述圆盘壳体的弧形侧壁上转动套设有环形转块,所述环形转块通过若干连接柱与分度盘固定连接,所述圆盘壳体内固定设有弧形导电体,所述弧形导电体与外部
电源电连接,所述圆盘壳体弧形侧壁上设有连通内部的环形开口,所述环形开口内环绕均匀设有若干导电柱,若干所述导电柱均固定设置环形转块上,若干所述导电柱分别与若干电磁铁组电连接,若干所述导电柱均与弧形导电体相对应。所述工件自动定位组件包括对称设置在第一输送带两侧的两个安装台,两个所述安装台相互靠近的一侧均设有矫正板,两个所述矫正板相互背离的一侧均固定连接有第一气动伸缩杆,两个所述
第一气动伸缩杆分别固定设置在两个安装台上,两个所述矫正板两端呈折弯状。
[0008]
进一步的,所述工件间距调节组件包括固定设置在第一输送带一侧的承接台,所述承接台上水平设有第一滑轨,所述第一滑轨上滑动设有第一滑块,所述第一滑轨上固定设置第一电动推杆,所述第一电动推杆伸缩端与第一滑块固定连接,所述第一滑块上竖直固定设置第二滑轨,所述第二滑轨上匹配滑动设置第二滑块,所述第二滑轨上固定设置第二电动推杆,所述第二电动推杆的伸缩端与第二滑块固定连接,所述第二滑块侧壁上固定设置横臂,所述横臂靠近第一输送带的一端下侧固定设置拨动板,所述横臂另一端固定设置有配重。
[0009]
进一步的,所述第二输送带内设置有软质承接板,所述软质承接板与分度盘位置对应,所述第二输送带下侧设有固定板,所述固定板与软质承接板之间均匀设有若干阻尼减震柱,所述阻尼减震柱上端与软质承接板固定连接,所述阻尼减震柱下端与固定板固定连接。
[0010]
进一步的,若干所述入料槽内设有
橡胶模垫,所述橡胶模垫通过卡扣结构与入料槽固定连接。
[0011]
进一步的,所述第一输送带和第二输送带均设置为粗糙表面。
[0012]
进一步的,所述导电柱与弧形导电体的接触面过盈镶嵌有滚珠。
[0013]
进一步的,两个所述矫正板相互靠近的端面均经过打磨光滑处理。
[0014]
本发明还提供上述工件全自动翻面设备的工作方法,工作步骤具体为:a)需要进行翻面的工件被放置在第一输送带上,通过第一输送带的工作向前进行输送,输送的过程中,两个安装台上的两个第一气动伸缩杆工作,伸缩改变两个矫正板的位置,从而使得第一输送带上的工件保持正确的摆放状态,同时保证工件位置在第一输送带的中间位置;b)工件经过位置矫正后继续在第一输送带上进行输送动作,第二电动推杆移动,带动第二滑块竖直移动,从而通过横臂带动拨动板竖直移动至于工件对应位置,通过第一电动推杆工作,可以带动第一滑块在第一滑轨上进行滑动,从而带动第二滑轨在水平方向进行移动,当第二滑轨水平移动时带动第二滑块水平移动,从而通过横臂带动拨动板水平移动,对相邻工件的间距进行调节,保证工件的规律输送;c)工件通过第一输送带输送至输送短带上,然后通过输送短带的作用竖直至分度盘上侧,分度盘上设有与工件对应的入料槽,入料槽内通过卡扣结构固定有橡胶模垫,用于匹配不同的工件,该入料槽对应的电磁铁组通电,对工件起到吸附作用,当该入料槽随着分度盘的转动转至下侧时,电磁铁组对应的导电柱不再与弧形导电体接触,从而接触了电磁铁组的吸附作用,工件落下至第二输送带上;d)当工件掉落至第二输送带上时,软质承接板通过第二输送带起到承接作用,利用若干阻尼减震柱进行缓冲,避免刚性碰撞,对工件起到保护作用,然后通过第二输送带将工件进行输送,完成翻面动作。
[0015]
本发明的有益效果:1、本发明通过分度盘以及分度盘上的入料槽,通过第一输送带将工件输送进入入料槽中,通过分度盘的转动动作,实现对工件的翻面操作,翻面完毕后将工件置于第二输送带上,翻面的步骤较少,效率较高,符合现有的流水线工作;
2、本发明通过在第一输送带上设置工件间距调节组件和工件自动定位组件,当第一输送带对工件进行输送时,可以对工件的摆放以及工件的位置进行调节,保证工件竖直位于第一输送带的中间,同时还可以通过拨动动作,保证相邻工件之间的间距,保证工件依次有序的进入入料槽中,保证整体装置的翻面效果;3、本发明设置了电磁铁组在入料槽中,在工件进入时,通过电磁铁组对工件进行吸附,当分度盘将工件转动至下侧时,导电柱与弧形导电体不再接触,使得电磁铁组断电失去磁力,工件落下,保证翻面的自动化进行。
附图说明
[0016]
为了更清楚地说明本发明实施例的
技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍。
[0017]
图1为本发明的立体结构
示意图;图2为本发明的俯视立体结构示意图;图3为本发明的后视立体结构示意图;图4为本发明中分度盘的内部立体结构示意图;图5为本发明中第一输送带及其连接部件的立体结构示意图;图6为本发明中第二输送带及其连接部件的立体结构示意图。
[0018]
图中:1第一输送带、2第二输送带、3输送短带、4分度盘、5入料槽、6减震座、7圆盘壳体、8定位杆、9安装板、10环形转块、11弧形导电体、12导电柱、13电磁铁组、14安装台、15矫正板、16第一气动伸缩杆、17承接台、18第一滑轨、19第一滑块、20第一电动推杆、21第二滑轨、22第二滑块、23第二电动推杆、24横臂、25拨动板、26配重、27软质承接板、28固定板、29阻尼减震柱、30橡胶模垫。
[0019]
具体实施方式
[0020]
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
[0021]
其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本
专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
[0022]
参照图1、图2和图3所示的一种全自动工件翻面设备,包括第一输送带1、第二输送带2和输送短带3,均采用现有的输送带结构,对工件起到输送作用,第二输送带2设置在第一输送带1下侧,输送短带3设置在第一输送带1靠近第二输送带2的一侧,输送短带3倾斜设置,输送短带3保证工件可以顺利导入入料槽5中,输送短带3与第二输送带2之间设有分度盘4,分度盘4周围环绕设有若干入料槽5,若干入料槽5均通过减震座6与分度盘4弧形侧壁固定连接,减震座6采用现有技术,起到减震作用即可,避免工件进入入料槽5的震动长期影响分度盘4导致损坏,若干入料槽5底壁上均固定设有电磁铁组13,可以对工件起到吸附作用,分度盘4内设有腔室,腔室内设有控制若干电磁铁组13通断电的通断电组件,控制若干电磁铁组13的通断电,第一输送带1一侧设置工件自动定位组件,控制工件的摆放以及工件
的位置,第一输送带1一侧设有工件间距调节组件,保证相邻工件之间的距离,使得工件可以顺利进入入料槽5,通过现有的视觉感应装置实现操作步骤的定位。
[0023]
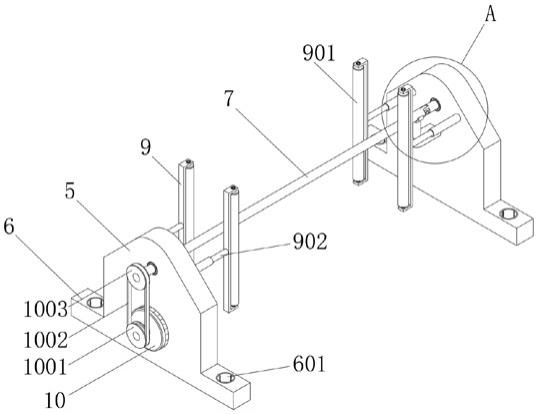
如图4所示,通断电组件包括固定设置在分度盘4内的圆盘壳体7,圆盘壳体7固定连接有定位杆8,定位杆8远离圆盘壳体7的一端延伸至腔室外并固定连接有安装板9,通过固定安装板9实现对圆盘壳体7的固定,圆盘壳体7的弧形侧壁上转动套设有环形转块10,环形转块10通过若干连接柱与分度盘4固定连接,环形转块10通过若干连接柱随着分度盘4转动而进行转动,圆盘壳体7内固定设有弧形导电体11,弧形导电体11与外部电源电连接,圆盘壳体7弧形侧壁上设有连通内部的环形开口,环形开口内环绕均匀设有若干导电柱12,若干导电柱12均固定设置环形转块10上,若干导电柱12分别与若干电磁铁组13电连接,若干导电柱12均与弧形导电体11相对应,当入料槽5转动至上侧位置时,导电柱12与弧形导电体11相抵,其内部的电磁铁组13通电,当入料槽5转动至下侧时,导电柱12不再与弧形导电体11相抵,电磁铁组13断电,失去磁力。
[0024]
如图5所示,工件自动定位组件包括对称设置在第一输送带1两侧的两个安装台14,两个安装台14相互靠近的一侧均设有矫正板15,两个矫正板15相互背离的一侧均固定连接有第一气动伸缩杆16,两个第一气动伸缩杆16分别固定设置在两个安装台14上,两个第一气动伸缩杆16采用现有技术,可以控制两个矫正板15移动,对工件的摆放以及工件的位置进行控制,两个矫正板15两端呈折弯状,便于对工件进行控制。
[0025]
如图5所示,工件间距调节组件包括固定设置在第一输送带1一侧的承接台17,承接台17上水平设有第一滑轨18,第一滑轨18上滑动设有第一滑块19,第一滑轨18上固定设置第一电动推杆20,第一电动推杆20伸缩端与第一滑块19固定连接,第一电动推杆20工作可以推动第一滑块19,第一滑块19上竖直固定设置第二滑轨21,第二滑轨21上匹配滑动设置第二滑块22,第二滑轨21上固定设置第二电动推杆23,第二电动推杆23的伸缩端与第二滑块22固定连接,第二电动推杆23工作可以推动第二滑块22,第二滑块22侧壁上固定设置横臂24,横臂24靠近第一输送带1的一端下侧固定设置拨动板25,横臂24受到第一电动推杆20和第二电动推杆23的作用可以实现竖直水平移动,从而带动拨动板25竖直水平移动,对工件进行拨动或者阻拦,控制相邻工件的距离,横臂24另一端固定设置有配重26,保证横臂24的稳定性。
[0026]
如图6所示,第二输送带2内设置有软质承接板27,软质承接板27与分度盘4位置对应,软质承接板27用于承接工件,第二输送带2下侧设有固定板28,固定板28与软质承接板27之间均匀设有若干阻尼减震柱29,阻尼减震柱29上端与软质承接板27固定连接,阻尼减震柱29下端与固定板28固定连接,通过阻尼减震柱29的作用,对震动进行吸收,从而使得工件平稳落在第二输送带2上,同时具有保护作用,避免刚性碰撞。
[0027]
如图1和图4所示,若干入料槽5内设有橡胶模垫30,橡胶模垫30通过卡扣结构与入料槽5固定连接,橡胶模垫30可进行拆卸,橡胶模垫30根据工件形状进行定制,保证工件在入料槽5内的稳定性。
[0028]
其中,第一输送带1和第二输送带2均设置为粗糙表面,便于对工件进行输送。
[0029]
其中,导电柱12与弧形导电体11的接触面过盈镶嵌有滚珠,从而将导电柱12与弧形导电体11的接触从滑动接触变为滚动接触,减少了摩擦力,增加了使用寿命。
[0030]
其中,两个矫正板15相互靠近的端面均经过打磨光滑处理,使得两个矫正板15在
对工件进行校正时,对于工件输送的影响较小。
[0031]
一种基于电磁力和机械手的工件全自动翻面设备的工作步骤具体为:a)需要进行翻面的工件被放置在第一输送带1上,通过第一输送带1的工作向前进行输送,输送的过程中,两个安装台14上的两个第一气动伸缩杆16工作,伸缩改变两个矫正板15的位置,从而使得第一输送带1上的工件保持正确的摆放状态,同时保证工件位置在第一输送带1的中间位置;b)工件经过位置矫正后继续在第一输送带1上进行输送动作,第二电动推杆23移动,带动第二滑块22竖直移动,从而通过横臂24带动拨动板25竖直移动至于工件对应位置,通过第一电动推杆20工作,可以带动第一滑块19在第一滑轨18上进行滑动,从而带动第二滑轨21在水平方向进行移动,当第二滑轨21水平移动时带动第二滑块22水平移动,从而通过横臂24带动拨动板25水平移动,对相邻工件的间距进行调节,保证工件的规律输送;c)工件通过第一输送带1输送至输送短带3上,然后通过输送短带3的作用竖直至分度盘4上侧,分度盘4上设有与工件对应的入料槽5,入料槽5内通过卡扣结构固定有橡胶模垫30,用于匹配不同的工件,该入料槽5对应的电磁铁组通电,对工件起到吸附作用,当该入料槽5随着分度盘4的转动转至下侧时,电磁铁组对应的导电柱12不再与弧形导电体11接触,从而接触了电磁铁组的吸附作用,工件落下至第二输送带2上;d)当工件掉落至第二输送带2上时,软质承接板27通过第二输送带2起到承接作用,利用若干阻尼减震柱29进行缓冲,避免刚性碰撞,对工件起到保护作用,然后通过第二输送带2将工件进行输送,完成翻面动作。
[0032]
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除