[0001]
本
实用新型属于
口罩生产技术
领域,具体涉及一种全自动口罩生产线。
背景技术:
[0002]
因新冠
肺炎影响,口罩行业迎来快速发展,然而传统的口罩生产设备结构复杂,且采用半自动化口罩机,
效率较低、人工成本过高。
[0003]
因此,亟需开发一种新的全自动口罩生产线,以解决上述问题。
技术实现要素:
[0004]
本实用新型的目的是提供一种全自动口罩生产线,以解决如何实现口罩自动化生产的问题。
[0005]
为了解决上述技术问题,本实用新型提供了一种全自动口罩生产线,其包括:处理器模块、与所述处理器模块电性相连且依次设置的上料机构、口罩生产机构、下料机构和点焊机构;其中所述处理器模块适于驱动上料机构将物料输送至口罩生产机构,所述口罩生产机构适于切割物料形成相应口罩片,并通过下料机构进行下料,即下料后的口罩片通过所述点焊机构焊接上耳线,以形成口罩。
[0006]
进一步,所述上料机构包括:上料平台、与所述处理器模块电性相连的上料辊组件、输送辊组件;所述输送辊组件设置在上料平台的上料处上方;所述上料辊组件上绕卷有物料,所述处理器模块适于驱动上料辊组件放卷物料输送至输送辊组件处,即通过输送辊组件将物料输送至上料平台,以带
动物料至口罩生产机构。
[0007]
进一步,所述上料平台包括:输送带;所述输送带适于输送物料。
[0008]
进一步,所述上料辊组件包括:与所述处理器模块电性相连的上料辊驱动电机和上料辊;所述上料辊驱动电机的输出轴连接上料辊,且上料辊上绕卷有物料;所述处理器模块适于驱动上料辊驱动电机带动上料辊放卷物料。
[0009]
进一步,所述输送辊组件包括:与所述处理器模块电性相连的输送辊驱动电机和输送辊;所述输送辊驱动电机的输出轴连接输送辊,输送辊与上料平台相接触,即所述处理器模块适于驱动输送辊驱动电机带动物料从输送辊与上料平台接触处通过,以将物料输送至上料平台。
[0010]
进一步,所述口罩生产机构包括:与所述处理器模块电性相连且依次设置的切割辊组件和收卷辊组件;所述处理器模块适于驱动切割辊组件切割物料形成相应口罩片,且物料通过收卷辊组件进行收卷,即口罩片沿上料平台输送至下料机构。
[0011]
进一步,所述切割辊组件包括:与所述处理器模块电性相连的切割辊驱动电机和切割辊;所述切割辊驱动电机的输出轴连接切割辊,切割辊与上料平台相接触,即所述处理器模块适于驱动切割辊驱动电机带动切割辊切割上料平台上物料形成相应口罩片。
[0012]
进一步,所述收卷辊组件包括:依次设置的辅助辊、与所述处理器模块电性相连的收卷辊驱动电机和收卷辊;所述辅助辊与上料平台相接触,收卷辊驱动电机的输出轴连接
收卷辊,收卷辊设置在上料平台上方,即物料从辅助辊与上料平台接触处通过后绕至收卷辊上,所述处理器模块适于驱动收卷辊驱动电机带动收卷辊收卷切割后的物料。
[0013]
进一步,所述下料机构包括:设置在上料平台的下料处的接料筐;所述接料筐适于接取口罩片。
[0014]
进一步,所述点焊机构包括:
激光点焊机;所述激光点焊机适于将耳线焊接在口罩片上。
[0015]
本实用新型的有益效果是,本实用新型通过上料机构将物料输送至口罩生产机构进行切割,并通过下料机构下料移至点焊机构完成耳线点焊,实现了自动化生产口罩的功能,且结构简单、人工成本较低。
[0016]
本实用新型的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
[0017]
为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
[0018]
为了更清楚地说明本实用新型具体实施方式或现有技术中的
技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0019]
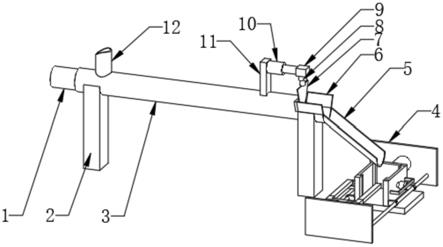
图1是本实用新型的全自动口罩生产线的结构图;
[0020]
图2是本实用新型的全自动口罩生产线的原理框图。
[0021]
图中:
[0022]
上料机构1、上料平台11、上料辊组件12、输送辊组件13;
[0023]
口罩生产机构2、切割辊组件21、收卷辊组件22、辅助辊221、收卷辊222;
[0024]
下料机构3、点焊机构4、口罩片5。
具体实施方式
[0025]
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0026]
实施例1
[0027]
图1是本实用新型的全自动口罩生产线的结构图;
[0028]
图2是本实用新型的全自动口罩生产线的原理框图。
[0029]
在本实施例中,如图1、图2所示,本实施例提供了一种全自动口罩生产线,其包括:处理器模块、与所述处理器模块电性相连且依次设置的上料机构1、口罩生产机构2、下料机构3和点焊机构4;其中所述处理器模块适于驱动上料机构1将物料输送至口罩生产机构2,所述口罩生产机构2适于切割物料形成相应口罩片5,并通过下料机构3进行下料,即下料后
的口罩片5通过所述点焊机构4焊接上耳线,以形成口罩。
[0030]
在本实施例中,处理器模块可以采用但不限于是stm32系列单片机。
[0031]
在本实施例中,本实施例通过上料机构1将物料输送至口罩生产机构2进行切割,并通过下料机构3下料移至点焊机构4完成耳线点焊,实现了自动化生产口罩的功能,且结构简单、人工成本较低。
[0032]
在本实施例中,所述上料机构1包括:上料平台11、与所述处理器模块电性相连的上料辊组件12、输送辊组件13;所述输送辊组件13设置在上料平台11的上料处上方;所述上料辊组件12上绕卷有物料,所述处理器模块适于驱动上料辊组件12放卷物料输送至输送辊组件13处,即通过输送辊组件13将物料输送至上料平台11,以带动物料至口罩生产机构2。
[0033]
在本实施例中,所述上料平台11包括:输送带;所述输送带适于输送物料。
[0034]
在本实施例中,所述上料辊组件12包括:与所述处理器模块电性相连的上料辊驱动电机和上料辊;所述上料辊驱动电机的输出轴连接上料辊,且上料辊上绕卷有物料;所述处理器模块适于驱动上料辊驱动电机带动上料辊放卷物料。
[0035]
在本实施例中,通过上料辊驱动电机、上料辊能够实现物料放卷。
[0036]
在本实施例中,上料辊驱动电机、上料辊视为一整体,未在图1中分离。
[0037]
在本实施例中,上料辊驱动电机可以采用但不限于是60cb020c-010000交流伺服电机。
[0038]
在本实施例中,所述输送辊组件13包括:与所述处理器模块电性相连的输送辊驱动电机和输送辊;所述输送辊驱动电机的输出轴连接输送辊,输送辊与上料平台11相接触,即所述处理器模块适于驱动输送辊驱动电机带动物料从输送辊与上料平台11接触处通过,以将物料输送至上料平台11。
[0039]
在本实施例中,通过输送辊驱动电机和输送辊能够起到辅助输送物料的功能,且通过输送辊与上料平台11相接触起到对物料限位作用,使物料均匀通过输送带沿a方向输送。
[0040]
在本实施例中,输送辊驱动电机可以采用但不限于是60cb020c-010000交流伺服电机。
[0041]
在本实施例中,输送辊驱动电机、输送辊视为一整体,未在图1中分离。
[0042]
在本实施例中,所述口罩生产机构2包括:与所述处理器模块电性相连且依次设置的切割辊组件21和收卷辊222组件22;所述处理器模块适于驱动切割辊组件21切割物料形成相应口罩片5,且物料通过收卷辊222组件22进行收卷,即口罩片5沿上料平台11输送至下料机构3。
[0043]
在本实施例中,所述切割辊组件21包括:与所述处理器模块电性相连的切割辊驱动电机和切割辊;所述切割辊驱动电机的输出轴连接切割辊,切割辊与上料平台11相接触,即所述处理器模块适于驱动切割辊驱动电机带动切割辊切割上料平台11上物料形成相应口罩片5。
[0044]
在本实施例中,通过切割辊与上料平台11相接触,以对输送带上物料均匀切料,进行生产口罩片5。
[0045]
在本实施例中,切割辊驱动电机、切割辊视为一整体,未在图1中分离。
[0046]
在本实施例中,切割辊驱动电机可以采用但不限于是60cb020c-010000交流伺服
电机。
[0047]
在本实施例中,所述收卷辊组件22包括:依次设置的辅助辊221、与所述处理器模块电性相连的收卷辊驱动电机和收卷辊222;所述辅助辊221与上料平台11相接触,收卷辊驱动电机的输出轴连接收卷辊222,收卷辊222设置在上料平台11上方,即物料从辅助辊221与上料平台11接触处通过后绕至收卷辊222上,所述处理器模块适于驱动收卷辊驱动电机带动收卷辊222收卷切割后的物料。
[0048]
在本实施例中,辅助辊221起到对物料限位作用,能够使物料在收卷辊222上绕卷,并且能够使切割后的物料和生产的口罩片5分离,上料平台11上输送带能够沿a方向输送口罩片5,使口罩片5沿b方向落入接料筐中。
[0049]
在本实施例中,收卷辊驱动电机、收卷辊222视为一整体,未在图1中分离。
[0050]
在本实施例中,收卷辊驱动电机可以采用但不限于是60cb020c-010000交流伺服电机。
[0051]
在本实施例中,全自动口罩生产线还包括:与所述处理器模块电性相连的人机模块(在本实施例中采用触摸屏);通过人机模块与处理器模块实现信息交互,人机模块能够发送控制信号至处理器模块,以对上料辊驱动电机、输送辊驱动电机、切割辊驱动电机、收卷辊222驱动电机的转速进行调节,能够根据实际情况实时调整口罩的产量。
[0052]
在本实施例中,所述下料机构3包括:设置在上料平台11的下料处的接料筐;所述接料筐适于接取口罩片5。
[0053]
在本实施例中,接料筐与上料平台11可拆卸式连接,方便接料和搬运接料筐。
[0054]
在本实施例中,所述点焊机构4包括:激光点焊机;所述激光点焊机适于将耳线焊接在口罩片5上。
[0055]
在本实施例中,通过激光点焊机将耳线焊接到口罩片5,能够实现口罩的生产。
[0056]
综上所述,本实用新型通过上料机构将物料输送至口罩生产机构进行切割,并通过下料机构下料移至点焊机构完成耳线点焊,实现了自动化生产口罩的功能,且结构简单、人工成本较低。
[0057]
本申请中选用的各个器件(未说明具体结构的部件)均为
通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
[0058]
在本实用新型实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是
机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0059]
在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0060]
所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显
示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
[0061]
另外,在本实用新型各个实施例中的各功能单元可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中。
[0062]
以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除