[0001]
本
实用新型涉及一种铝合金生产装置,具体涉及一种铝合金熔体搅拌桨。
背景技术:
[0002]
在铝合金的制备方法中,搅拌熔炼法具有工艺简单、设备投入少、
经济可行等特点,搅拌熔炼法是利用搅拌桨在铝合金熔体中以一定的速度旋转,通过强制混合。当熔炼时需要加入其他添加剂、金属粉末或非金属粉末时,由于铝合金的粘度高,可能存在分散性差的问题,此时合理的搅拌器结构设计优化则显得非常重要。
技术实现要素:
[0003]
本实用新型的目的在于克服上述现有技术存在的不足之处而提供一种铝合金熔体搅拌桨。
[0004]
为实现上述目的,本实用新型采取的
技术方案为:一种铝合金熔体搅拌桨,所述搅拌桨包括搅拌杆,所述搅拌杆的末端设有第一搅拌桨,所述搅拌杆相对第一搅拌桨的上部设有第二搅拌桨,所述搅拌杆相对第二搅拌桨的上部设有第三搅拌桨;所述第一搅拌桨、第二搅拌桨和第三搅拌桨包括至少两个由旋转轴表面向外延伸的旋转对称的叶片;所述第一搅拌桨为锚框式搅拌桨,所述第二搅拌桨为折页开启涡轮式搅拌桨,所述第三搅拌桨为斜叶搅拌桨;所述第二搅拌桨的半径大于第一搅拌桨和第三搅拌桨。
[0005]
本实用新型所述铝合金熔体搅拌桨采用三层搅拌桨,首先通过斜叶搅拌桨,斜叶搅拌桨使得液面附近的速度场减弱,液面处的漩涡减小,剪切力更好地分布,对流体起到很好的向下推动作用将物料径向推进至第二搅拌桨和第一搅拌桨的搅拌区,然后通过折页开启涡轮式搅拌桨混合,以及下层的锚框式搅拌桨可实现较强的径向循环,形成较强的径向剪切力,可以使熔体在搅拌器内实现了很好的循环和剪切,有利于大体积熔体的搅拌铸造以及复合物的混合均匀。
[0006]
作为本实用新型所述铝合金熔体搅拌桨的优选实施方式,所述铝合金熔体搅拌桨设于熔化炉内部,所述第一搅拌桨距离熔化炉底部的高度与熔化炉腔体的总高度之比为:0.06~0.08:1,所述第二搅拌桨距离熔化炉底部的高度与熔化炉腔体的总高度之比为:0.3~0.4:1,所述第三搅拌桨距离熔化炉底部的高度与熔化炉腔体的总高度之比为:0.6~0.7:1。
[0007]
作为本实用新型所述铝合金熔体搅拌桨的优选实施方式,所述第二搅拌桨为六折页开启涡轮式搅拌桨。
[0008]
作为本实用新型所述铝合金熔体搅拌桨的优选实施方式,,所述第二搅拌桨的半径与第三搅拌桨的半径之比为:3:2~2:1。
[0009]
作为本实用新型所述铝合金熔体搅拌桨的优选实施方式,所述第三搅拌桨为下推式斜叶搅拌桨。
[0010]
本实用新型的有益效果在于:本实用新型提供了一种铝合金熔体搅拌桨,本实用
新型所述铝合金熔体搅拌桨采用三层不同的搅拌桨复合,可以实现对铝合金中使用的复合材料熔体实现强力剪切,同时达到熔体在搅拌器内良好的轴向和径向循环的效果,可以实现对大体积熔体的均匀剪切和搅拌。
附图说明
[0011]
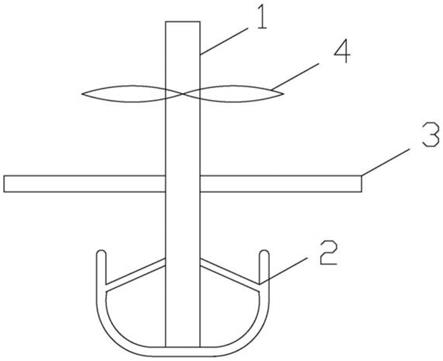
图1为实施例1所述铝合金熔体搅拌桨的结构
示意图;
[0012]
其中,1、搅拌杆;2、第一搅拌桨;3、第二搅拌桨;4、第三搅拌桨。
具体实施方式
[0013]
为更好的说明本实用新型的目的、技术方案和优点,下面将结合附图和具体实施例对本实用新型作进一步说明。
[0014]
实施例
[0015]
本实用新型所述铝合金熔体搅拌桨,结构示意图如图1所示,所述铝合金熔体搅拌桨包括搅拌杆1,所述搅拌杆1的末端设有第一搅拌桨2,所述搅拌杆1相对第一搅拌桨2的上部设有第二搅拌桨3,所述搅拌杆1相对第二搅拌桨3的上部设有第三搅拌桨4;所述第一搅拌桨4、第二搅拌桨3和第三搅拌桨2包括至少两个由旋转轴表面向外延伸的旋转对称的叶片;
[0016]
所述第一搅拌桨2为锚框式搅拌桨;所述第二搅拌桨3为折页开启涡轮式搅拌桨;所述第三搅拌桨4为斜叶搅拌桨。
[0017]
较佳地,所述第二搅拌桨3为六折页开启涡轮式搅拌桨;所述第三搅拌桨2为具有两个叶片的下推式斜叶搅拌桨。
[0018]
较佳地,所述铝合金熔体搅拌桨设于熔化炉内部(图中未示出),所述第一搅拌桨2距离熔化炉底部的高度与熔化炉腔体的总高度之比为:0.06~0.08:1,所述第二搅拌桨3距离熔化炉底部的高度与熔化炉腔体的总高度之比为:0.3~0.4:1,所述第三搅拌桨4距离熔化炉底部的高度与熔化炉腔体的总高度之比为:0.6~0.7:1。复合搅拌桨各层按照上述安装高度可以实现流体在熔化炉中有较均匀的速度分配。
[0019]
较佳地,所述第二搅拌桨3的半径与第三搅拌桨4的半径之比为:3:2~2:1。采用上述半径比时,可以防止熔体发生飞溅和氧化卷气,并有较好的混合效果。
[0020]
第三搅拌桨2、第二搅拌桨3和第一搅拌桨4可以采用一体焊接的方式焊接于搅拌杆1上,也可以通过将叶片焊接于圆筒上,圆筒可与搅拌杆1固定连接。本实施例所述铝合金熔体搅拌桨运行时,转速可以在400~600r/min范围内运转。
[0021]
本实施例所述铝合金熔体搅拌桨采用了三层不同的搅拌桨复合,首先通过第三搅拌桨4使得液面附近的速度场减弱,液面处的漩涡减小,剪切力更好地分布,对流体起到很好的向下推动作用将物料径向推进至第二搅拌桨3和第一搅拌桨2的搅拌区,然后通过第二搅拌桨3混合,以及第一搅拌桨2径向循环,形成较强的径向剪切力,可以使熔体在搅拌器内实现了很好的循环和剪切,有利于大体积熔体的搅拌铸造以及铝合金复合物原料的混合均匀。
[0022]
最后所应当说明的是,以上实施例仅用以说明本实用新型的技术方案而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细说明,本
领域的普通
技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除