[0001]
本
实用新型涉及一种15孔血凝比色杯高光成型注塑模具,属于注塑模具
领域。
背景技术:
[0002]
在使用比色杯(15孔血凝比色杯)时,比色杯的两个透光面要完全平行,并垂直置于比色杯支架中,以保证在测量时,射入的光线垂直于透光面,避免光的反射损失,保证光程固定。所以,比色杯两个透光面的透光度非常重要。现有技术采用注塑模具生产比色杯,在设计模具时,根据产品结构分析,其两个透光面的成型端面与型腔镶块采用一体加工,实际模具中,在型腔镶块中设置凹槽(型腔),凹槽的两侧内壁上设置微凸的端面,微凸端面就是比色杯两个透光面的成型面,其端面的光洁度直接影响透光面的透光度。但是,受凹槽的空间限制,其光洁度的加工非常麻烦,甚至采用手工打磨,也无法完全达到要求,导致生产出来的比色杯良品率低,浪费大,成本高。
技术实现要素:
[0003]
本实用新型的目的是为了克服已有技术的缺点,提供一种透光面成型端面与型腔镶块分体加工,便于透光面成型端面打磨抛光,使成型的比色杯透光面光洁,透光度高的15孔血凝比色杯高光成型注塑模具。
[0004]
本实用新型15孔血凝比色杯高光成型注塑模具的
技术方案是:其特征在于包括型腔复板和型芯复板,型腔复板下安装型腔固定板,型腔固定板下安装型腔框,型腔框中设置型腔镶块,型腔镶块中设置透光面镶块,所述的透光面镶块上设置呈弧形排列的15个透光面型腔,每个透光面型腔的两侧内壁中设置与外壁贯通的固定孔,每个固定孔中设置透光面芯杆,且每根透光面芯杆头端微伸入透光面型腔中,型芯复板上安装模脚,模脚上安装型芯固定板,型芯固定板上安装下型芯框和上型芯框,下型芯框中设置下型芯镶块,上型芯框中设置上型芯镶块,上型芯镶块与型腔镶块相配合,并在上型芯镶块与型腔镶块之间设置与透光面型腔对应的杯体模腔,每个对应的杯体模腔与透光面型腔相连通,在下型芯镶块中设置与杯体模腔对应的型芯杆,型芯杆穿过上型芯镶块伸入杯体模腔和透光面型腔中,并与透光面芯杆相配合。
[0005]
本实用新型的15孔血凝比色杯高光成型注塑模具,在型腔镶块中设置透光面镶块,透光面镶块上设置呈弧形排列的15个透光面型腔,每个透光面型腔的两侧内壁中设置与外壁贯通的固定孔,每个固定孔中设置透光面芯杆,且每根透光面芯杆头端微伸入透光面型腔中,在上型芯镶块与型腔镶块之间设置与透光面型腔对应的杯体模腔,每个对应的杯体模腔与透光面型腔相连通,在下型芯镶块中设置与杯体模腔对应的型芯杆,型芯杆穿过上型芯镶块伸入杯体模腔和透光面型腔中,并与透光面芯杆相配合,注塑原料注入到由型芯杆与杯体模腔、透光面型腔和透光面芯杆构成的间隙中,型成15孔血凝比色杯,透光面芯杆处型成透光面,由于每根透光面芯杆通过固定孔装配在透光面镶块中,即分体装配,其优点是可以在装配前对每个透光面芯杆进行全面打磨抛光,使透光面芯杆表面高光无痕,
成型后的15孔血凝比色杯两侧透光面透光度高,使用
效率高。
[0006]
本实用新型的15孔血凝比色杯高光成型注塑模具,所述的每根型芯杆中均设置冷却水孔,型芯固定板中设置冷却水路,冷却水孔与冷却水路连通,冷却水路外接水管,冷却水孔中循环流动冷却水,使产品快速定型,同时对型芯杆降温。所述的模脚之间设置下顶板和上顶板,上顶板上连接顶杆,顶杆穿过型芯固定板和下型芯镶块伸入上型芯镶块中,与注塑成型的产品相接触,将产品顶出模具外,实现自动顶出脱模。
附图说明
[0007]
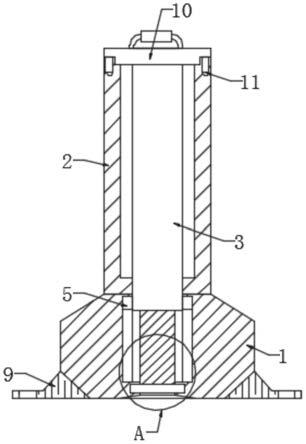
图1是本实用新型15孔血凝比色杯高光成型注塑模具结构
示意图;
[0008]
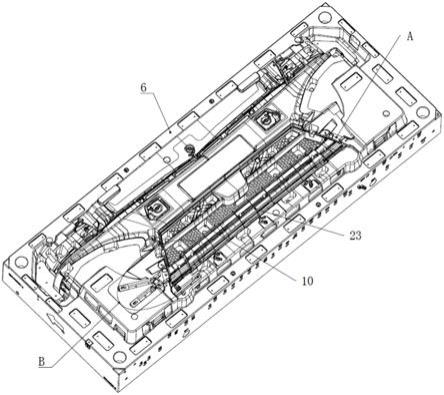
图2是本实用新型的型腔部分装配示意图;
[0009]
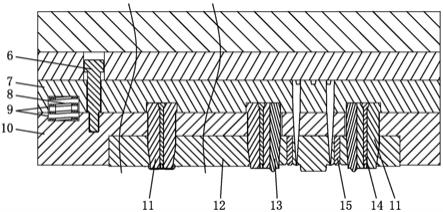
图3是本实用新型的型芯部分装配示意图;
[0010]
图4是本实用新型的透光面芯杆与型腔镶块和15孔血凝比色杯装配关系示意图。
具体实施方式
[0011]
本实用新型涉及一种15孔血凝比色杯高光成型注塑模具,如图1—图4所示,包括型腔复板1和型芯复板2,型腔复板1下安装型腔固定板3,型腔固定板下安装型腔框5,型腔框中设置型腔镶块6,型腔镶块6中设置透光面镶块7,所述的透光面镶块7上设置呈弧形排列的15个透光面型腔8,每个透光面型腔8的两侧内壁中设置与外壁贯通的固定孔9,每个固定孔9中设置透光面芯杆10,且每根透光面芯杆10头端微伸入透光面型腔8中,型芯复板2上安装模脚11,模脚上安装型芯固定板12,型芯固定板上安装下型芯框13和上型芯框15,下型芯框中设置下型芯镶块16,上型芯框中设置上型芯镶块17,上型芯镶块17与型腔镶块6相配合,并在上型芯镶块17与型腔镶块6之间设置与透光面型腔8对应的杯体模腔18,每个对应的杯体模腔18与透光面型腔8相连通,在下型芯镶块中设置与杯体模腔18对应的型芯杆19,型芯杆19穿过上型芯镶块17伸入杯体模腔18和透光面型腔8中,并与透光面芯杆10相配合。本方案在型腔镶块6中设置透光面镶块7,透光面镶块7上设置呈弧形排列的15个透光面型腔8,每个透光面型腔8的两侧内壁中设置与外壁贯通的固定孔9,每个固定孔9中设置透光面芯杆10,且每根透光面芯杆10头端微伸入透光面型腔8中,在上型芯镶块17与型腔镶块6之间设置与透光面型腔8对应的杯体模腔18,每个对应的杯体模腔18与透光面型腔8相连通,在下型芯镶块中设置与杯体模腔18对应的型芯杆19,型芯杆19穿过上型芯镶块17伸入杯体模腔18和透光面型腔8中,并与透光面芯杆10相配合,注塑原料注入到由型芯杆19与杯体模腔18、透光面型腔8和透光面芯杆构成的间隙中,型成15孔血凝比色杯30,透光面芯杆处型成透光面,由于每根透光面芯杆10通过固定孔9装配在透光面镶块8中,即分体装配,其优点是可以在装配前对每个透光面芯杆10进行全面打磨抛光,使透光面芯杆10表面高光无痕,成型后的15孔血凝比色杯两侧透光面透光度高,使用效率高。所述的每根型芯杆19中均设置冷却水孔20,型芯固定板12中设置冷却水路21,冷却水孔20与冷却水路21连通,冷却水路21外接水管,冷却水孔中循环流动冷却水,使产品快速定型,同时对型芯杆降温。所述的模脚11之间设置下顶板25和上顶板26,上顶板上连接顶杆27,顶杆27穿过型芯固定板12和下型芯镶块16伸入上型芯镶块17中,与注塑成型的产品相接触,将产品顶出模具外,实现自动顶出脱模。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除