[0001]
本实用新型涉及一种注塑模具,具体涉及一种保温杯配件的模具。
背景技术:
[0002]
素有“工业之母”之称的模具,是材料成型加工中一种重要的工艺设备,由此被广泛运用于
机械,
电子,
汽车,信息,航空航天,
交通,
医疗,
建材及生活用品等行业,所以,模具的设计制造水平已成为衡量一个国家制造水平的重要标志。近年来,随着现
代工业的快速发展和机械加工工艺的长足进步,模具的发展也随之进入快速通道。反而言之,模具的高速发展也给予制造业以强有力的支撑。
[0003]
塑料的出现,因其特殊的性能,虽然在某些领域和用途中受到非议,但确给人类带来极大的方便,减少不可再生资源的利用是不争的事实,因此,塑料制品迅速扩展至各个领域,并走进千家万户,塑料制品的旺盛需求,催生了注塑成型技术的快速进步,从而也带动了注塑模具的蓬勃发展。
[0004]
众所周知,保温杯因其能长时间保持热水的较高温度,深受广大消费者的青睐,而保温杯的保温性能除了受杯身材质影响外,较复杂的保温结构也是必要因素,加之保温杯需求量巨大,因此,许多较复杂但要求较高的保温杯配件便选择了快捷高效的注塑模具来生产。虽然注塑模具可以生产大部分零部件,但具有复杂的中空结构的保温杯零部件依然是模具加工的难题。因此,本领域亟需一种结构简单,制作方便的可对具有复杂中空结构的保温杯配件一次成型的模具。
技术实现要素:
[0005]
为了解决上述技术问题,本实用新型提出了一种结构简单,制作方便的可对具有复杂中空结构一次成型的保温杯配件模具。
[0006]
为了实现上述目的,本实用新型的技术方案如下:
[0007]
一种保温杯配件的模具,包括上模机构,下模机构,
定位机构及脱料板机构,还包括:脱模杆机构,设置在所述上模机构和下模机构的接合部,为所述模具所生产模型的内部构建空腔,并成功脱模的脱模机构;波纹板,用以导出所述模具的模型腔内的气体及模型成型后的余料,所述波纹板分为上波纹板,下波纹板,所述上波纹板与所述上模机构通过紧固件连接,所述下波纹板通过紧固件与所述下模机构连接。
[0008]
本实用新型的有益效果是,本技术方案中的模具充分考虑到中空型模型,尤其是中空腔体结构复杂的模型很难一次成型,以及注模过程中如何快速干净的排出模型腔体内气体的问题,因此,在模具中加入脱模杆机构以及波纹板,分别用以在模型内形成所需结构的中空腔体及导出所述腔体内已有的气体,在实现一次成型具有复杂内腔结构模型的同时,保证最终模型的质量,模具结构简单,合模、注塑、保压、冷却、开模及脱模等过程均可实现自动化,有效降低人工成本,增加产品
市场竞争力。
[0009]
进一步的,所述上模机构包括:上模板,固定支撑上模板的上模底座,以及设置在
所述上模底座顶面的注塑口。所述上模板与上模底座以紧固件连接固定,上模底座主要用以方便操作上模板的合模,开模等动作。
[0010]
进一步的,所述注塑口包括:为注塑原料进入所述模型腔内提供特定进入路径的引流件,以及套装在所述引流件上的套件,所述套件上设有排气孔,所述上模底座上与所述套件接触位置设有与所述套件相对应的排气孔,用以排出注塑过程中腔体内挤压出来的气体。注塑口排气孔的设计,在于增加内腔气体排出通道,有助于注塑工序的顺利进行。
[0011]
进一步的,所述下模机构还包括:下模板,定位并固定所述下模板的下模底座,设置在所述下模底座下部的支撑座,以及与所述下模底座紧固连接的定位柱。下模机构除承担塑造模型一半的结构功能外,还起到了脱模的作用。
[0012]
进一步的,所述支撑座内侧设有凹槽,所述脱料板机构相应部位为凸出部,所述脱料板机构装配在所述支撑座中,所述凸出部正好卡进所述凹槽,当所述脱料板机构往复脱料时,所述上模机构与下模机构相对位置固定保持不变。该技术方案中将所述脱料板机构融于支撑座,不但节省了空间,还为脱料板机构的往复运动提供了定位,一举两得。
[0013]
进一步的,所述定位柱贯穿于脱料板机构,当所述脱料板机构往复脱料时,所述定位柱具有辅助定位所述脱料板机构的功能。定位柱的设计是对支撑座内侧凹槽定位的辅助,二者结合保证了脱料板机构往复运动的稳定性。
[0014]
进一步的,所述上模底座上设置有沉槽式定位孔,所述下模底座在与所述上模底座相同位置设置有对应定位孔,且所述下模底座上的定位孔直径大于所述上模机构上的定位孔,且内部装有内径与所述上模机构定位孔内径相同的套筒。套筒的设置,是便于更为灵活的调整定位杆与定位孔之间的配合情况。
[0015]
进一步的,所述脱模杆机构分为脱模动力部,脱模滑架及模杆,当所述模型成型后,所述脱模动力部沿着所述脱模滑架拉出所述模杆,为所述模具的脱模动作创造条件。模杆伸入所述上模机构与下模机构腔体内部,便于形成模型内部成型中空腔体,并由脱模动力部进行脱模。
[0016]
进一步的,所述上波纹板的波纹面与所述下波纹板的波纹面相互啮合,所述下波纹板的波纹面设有三条沟槽,当所述上模机构与下模机构闭合时,所述上波纹板与下波纹板啮合密封,所述下波纹板的沟槽形成三条通道。波纹板的设置,为模具内部气体及注塑余料提供了排出渠道。
[0017]
进一步的,所述下波纹板上设置有多个脱模孔,所述脱模孔均匀分布在所述下波纹板的沟槽区域。脱模孔的设置,有助于清除进入波纹板沟槽的余料,为再次合模注塑做好准备。
附图说明
[0018]
为了更为清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
[0019]
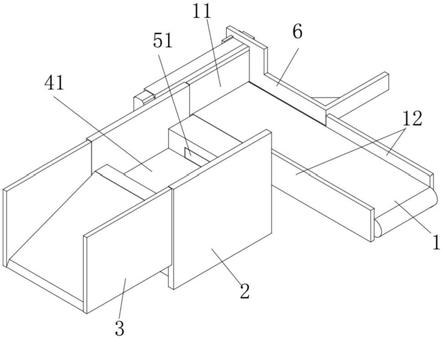
图1为本实用新型的模具三维示意图1。
[0020]
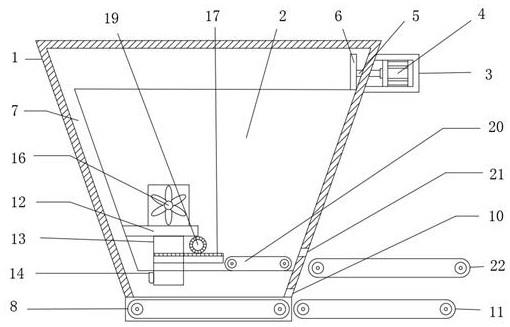
图2为本实用新型的模具示意图1。
[0021]
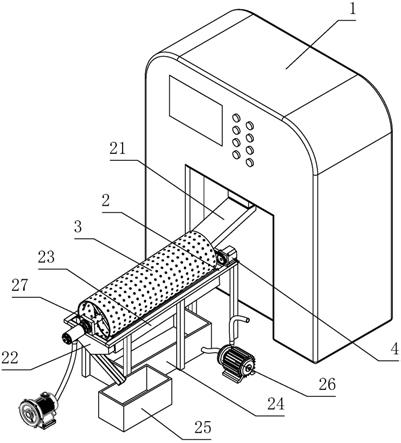
图3为本实用新型的模具示意图2。
[0022]
图4为本实用新型的支撑座与脱料板机构装配示意图。
[0023]
图5为本实用新型的定位机构示意图。
[0024]
图中数字所表示的相应的部件名称如下:
[0025]
上模机构1;上模板11;上模底座12;上模底座沉槽式定位孔 121;注塑口13;引流件131;套件132;排气孔133;下模机构2;下模板21;下模底座22;下模底座沉槽式定位孔221;套筒222;支撑座23;凹槽231;定位柱24;定位机构3;定位杆31;脱料板机构4;凸出部41;脱模杆机构5;脱模动力部51;脱模滑架52;模杆53;波纹板6;上波纹板61;下波纹板62;沟槽621;沟槽脱模孔622。
具体实施方式
[0026]
为了便于理解本实用新型,下文将结合说明书附图和较佳的实施例对本实用新型作更全面、细致地描述,但本实用新型的保护范围并不限于以下具体的实施例。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
[0027]
为了实现本实用新型的目的,本实用新型提供的技术方案为:
[0028]
一种保温杯配件的模具,如图1,3所示,除包括上模机构1,下模机构2,定位机构3及脱料板机构4外,还包括:脱模杆机构5,设置在所述上模机构1和下模机构2的接合部,为所述模具所生产模型的内部构建空腔,并成功脱模的脱模机构;波纹板6,用以导出所述模具的模型腔内的气体及模型成型后的余料,所述波纹板6分为上波纹板61,下波纹板62,所述上波纹板61与所述上模机构1通过紧固件连接,所述下波纹板62通过紧固件与所述下模机构2连接。本技术方案中模具中引入脱模杆机构5以及波纹板6,分别用以在模型内形成所需结构的中空腔体及导出所述腔体内已有的气体,在实现一次成型具有复杂内腔结构模型的同时,保证最终模型的质量,在合模、注塑、保压、冷却、开模及脱模等过程均可实现自动化。
[0029]
在一些实施例中,如图1-2所示,所述上模机构1包括:上模板 11,固定支撑上模板11的上模底座12,以及设置在所述上模底座12 顶面的注塑口13。所述上模板11与上模底座12以紧固件连接固定,上模底座主要用以方便操作上模板11的合模,开模等动作。
[0030]
在一些优选实施例中,如图3所示,所述注塑口13包括:为注塑原料进入所述模型腔内提供特定进入路径的引流件131,以及套装在所述引流件131上的套件132,所述套件132上设有排气孔133,所述上模底座12上与所述套件132接触位置设有与所述套件132相对应的排气孔133,用以排出注塑过程中腔体内挤压出来的气体。注塑口排气孔133的设计,在于增加内腔气体排出通道,有助于注塑工序的顺利进行。
[0031]
如图1所示,在另一些实施例中,所述下模机构2还包括:下模板21,定位并固定所述下模板21的下模底座22,设置在所述下模底座22下部的支撑座23,以及与所述下模底座22紧固连接的定位柱 24。下模机构2除承担塑造模型一半的结构功能外,还起到了脱模的作用。
[0032]
如图4所示,在另一些实施例中,所述支撑座23内侧设有凹槽231,所述脱料板机构4相应部位为凸出部41,所述脱料板机构4装配在所述支撑座23中,所述凸出部41正好卡进所述凹槽231,当所述脱料板机构4往复脱料时,所述上模机构1与下模机构2在与开模垂直
的方向上相对位置固定保持不变。该技术方案中将所述脱料板机构4融于支撑座23,不但节省了空间,还为脱料板机构4的往复运动提供了定位,一举两得。
[0033]
还有一种优选实施例,如图2所示,所述定位柱24贯穿于脱料板机构4,当所述脱料板机构4往复脱料时,所述定位柱24具有辅助定位所述脱料板机构4的功能。定位柱24的设计是对支撑座23内侧凹槽231定位的辅助,二者结合保证了脱料板机构4往复运动的稳定性。
[0034]
如图5所示,另有一种优选实施例,所述上模底座12上设置有上模沉槽式定位孔121,所述下模底座22在与所述上模底座12相同位置设置有对应的下模底座沉槽式定位孔221,且所述下模底座22 上的定位孔221直径大于所述上模底座12上的定位孔121,且内部装有内径与所述上模底座定位孔内径相同的套筒222。套筒222的设置,是为了更灵活的调整定位杆与定位孔之间的配合情况。
[0035]
还有一些实施例,如图2所示,所述脱模杆机构5分为脱模动力部51,脱模滑架52及模杆53,当所述模型成型后,所述脱模动力部 51沿着所述脱模滑架52拉出所述模杆53,为所述模具的脱模动作创造条件。模杆53伸入所述上模机构1与下模机构2腔体内部,便于形成模型内部成型中空腔体,并由脱模动力部51进行脱模。
[0036]
在另一些实施例中,如图3所示,所述上波纹板61的波纹面与所述下波纹板62的波纹面相互啮合,所述下波纹板62的波纹面设有三条沟槽621,当所述上模机构1与下模机构2闭合时,所述上波纹板61与下波纹板62啮合密封,所述下波纹板62的沟槽621形成三条通道。波纹板6的设置,为模具内部气体及注塑余料提供了排出渠道。
[0037]
在一种优选实施例中,同样如图3所示,所述下波纹板62上设置有多个脱模孔622,所述脱模孔622均匀分布在所述下波纹板62 的沟槽区域。脱模孔622的设置,有助于清除进入波纹板沟槽621的余料,为再次合模注塑做好准备。
[0038]
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让本领域普通技术人员能够了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除