[0001]
本
实用新型涉及
塑料机械设备,尤其是涉及一种吹塑设备。
背景技术:
[0002]
吹塑也称中空吹塑,是一种发展迅速的
塑料加工方法。热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态)置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。中空吹塑机即是这种吹塑工艺的
关键设备。随着塑料行业地迅速发展,中空吹塑机的功能要求越来越齐全,以便满足生产中空吹塑制品的形状多样化和人员操作的简便化。现有技术中公开有各种吹塑设备,口模进料口与进料通道相连通,口模出料口下方安装有合模装置,口模向下射料后,需要对料胚袋口进行收口操作,目前,通常采用人工手动的方式进行收口,不仅无法确保产品质量,而且工人操作时靠近合模装置,存在较大的安全隐患。另外,料胚袋口进行收口前,需要将袋口充分撑开,若撑开不充分,会影响到收口操作的正常进行,进而影响到产品的质量,甚至产生废品。另外,现有的吹塑设备没有专门的取料装置,不仅取料
效率较低,而且也存在安全隐患。综上所述,有待对现有的吹塑设备作进一步改进。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是针对上述现有技术现状,提供一种工作安全可靠、自动化程度高的吹塑设备。
[0004]
本实用新型解决上述技术问题所采用的
技术方案为:该吹塑设备,包括机架,在所述机架顶部安装有口模,所述口模进料口与进料通道相连通,所述口模出料口下方安装有合模装置,其特征在于:还包括有撑料装置、收口装置和取件装置,所述撑料装置能转动至口模的下方并撑开从口模射下的料胚袋口,所述收口装置用来对所述料胚底部进行收口操作,所述合模装置用来将下移到位的料胚成型为吹塑件,所述取件装置用来夹住吹塑件的顶部并取走吹塑件。
[0005]
撑料装置可以有多种结构,优选地,所述撑料装置包括支撑架、第一伸缩缸、连接臂、第二伸缩缸、翻转架、伸缩架和撑杆,所述支撑架固定在机架上,所述第一伸缩缸安装在所述支撑架上且第一伸缩缸的活塞杆竖向设置,所述连接臂的上端转动连接在所述第一伸缩缸的活塞杆上,连接臂的下端转动连接在所述翻转架上,所述第二伸缩缸安装在翻转架上并能随翻转架同步翻转,所述伸缩架安装在第二伸缩缸的活塞杆上,所述撑杆安装在所述伸缩架上并用来撑开料胚袋口,并且,所述第一伸缩缸能通过连接臂带动所述伸缩架上翻至口模的下方或者下翻以避开从口模射下的料胚。
[0006]
为了使撑料装置能将料胚的袋口充分撑开,所述撑杆包括安装在伸缩架两侧的第一撑杆和第二撑杆,在第二伸缩缸的驱动下,所述第一撑杆和第二撑杆能相互靠近或者相互远离。
[0007]
为了使翻转架能够顺利翻转,所述支撑架上设有竖向导向槽,所述第一伸缩缸的
活塞杆头部安装有能在竖向导向槽内上下移动的连接轴,所述连接臂的上端转动连接在所述连接轴上,并且,在连接臂的上端向下移动至最低位置的状态下,所述连接臂和第二伸缩缸的活塞杆均相对于竖平面倾斜设置,且倾斜方向相反,在连接臂的上端向上移动至最高位置的状态下,所述伸缩架上翻至口模下方且第二伸缩缸的活塞杆处于水平位置。
[0008]
收口装置可以有多种结构,优选地,所述收口装置包括固定支架、第一收口臂、第二收口臂、第一双头伸缩缸和第二双头伸缩缸,所述第一收口臂和第二收口臂均大体呈u型,第一收口臂的两侧杆和第二收口臂的两侧杆均分别设于口模下部的两侧,第一收口臂的底杆和第二收口臂的底杆设于所述口模的下方,所述第一双头伸缩缸和第二双头伸缩缸分别位于所述口模下部的两侧,第一双头伸缩缸的活塞杆水平设置并分别连接在第一收口臂和第二收口臂的上部,所述第二双头伸缩缸的活塞杆水平设置并分别连接在第一收口臂和第二收口臂的上部,所述第一收口臂两侧臂和第二收口臂的两侧臂的中部均转动连接在所述固定支架上。
[0009]
取料装置可以有多种结构,优选地,所述取件装置包括夹料固定架、第一夹料伸缩缸、第二夹料伸缩缸、第一夹料臂、第二夹料臂和平移驱动机构,所述第一夹料伸缩缸和第二夹料伸缩缸均水平安装在所述夹料固定架上,所述第一夹料臂安装在第一夹料伸缩缸的活塞杆上,所述第二夹料臂安装在第二夹料伸缩缸的伸缩杆上,第一夹料臂和第二夹料臂平行设置并在第一夹料伸缩缸和第二夹料伸缩缸的驱动下能相互对合或者相互分离,所述平移驱动机构能驱动第一夹料伸缩缸、第二夹料伸缩缸、第一夹料臂和第二夹料臂整体向内移动至合模装置上方口或者向外移动至合模装置外侧。
[0010]
为了使撑料装置、收口装置和取件装置动作时不相互干涉,所述撑料装置和取件装置分别设于所述收口装置的两侧。
[0011]
与现有技术相比,本实用新型的优点在于:该吹塑设备工作时,通过合模装置、撑料装置、收口装置和取件装置的相互配合,可以按序自动完成射料、撑料、收口、合模和取料工作,自动化程度高,大大提高了工作效率,特别是收口操作自动化完成,避免了人工进行收口,不仅提高了收口质量,而且操作安全性也大大提高。
附图说明
[0012]
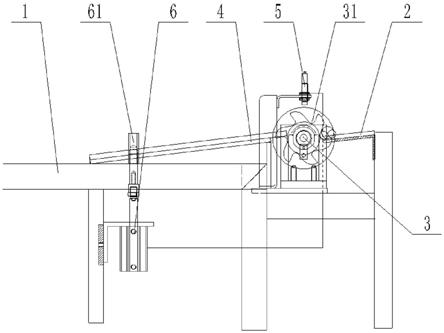
图1为本实用新型实施例的结构
示意图;
[0013]
图2为本实用新型实施例的在料胚射下之前状态下的结构示意图;
[0014]
图3为图2另一角度的结构示意图;
[0015]
图4为本实用新型实施例的撑料装置在未撑料状态下的结构示意图;
[0016]
图5为图4另一角度的结构示意图;
[0017]
图6为本实用新型实施例在料胚射下状态下的结构示意图;
[0018]
图7为本实用新型实施例在料胚收口状态下的结构示意图;
[0019]
图8为本实用新型实施例的撑料装置在撑料状态下的结构示意图。
具体实施方式
[0020]
以下结合附图实施例对本实用新型作进一步详细描述。
[0021]
如图1至图8所示,本实施例的吹塑设备包括机架1、口模2、进料通道3、合模装置4、
撑料装置5、收口装置6和取件装置7。其中,口模2安装在机架1顶部,口模2的进料口与进料通道3相连通,合模装置4安装在口模2出料口的下方,撑料装置5用来撑开从口模2射下的料胚袋口,收口装置6用来对料胚袋口进行收口操作,合模装置4用来将料胚成型为吹塑件,取件装置7用来从合模装置4中取走吹塑件。并且,为了避免动作时发生相互干涉,如图2所示,撑料装置5和取件装置7分别设于收口装置6的两侧。
[0022]
本实施例的撑料装置5包括支撑架51、第一伸缩缸52、连接臂53、第二伸缩缸54、翻转架55、伸缩架56、第一撑杆57、第二撑杆58和连接轴59。其中,支撑架51固定在机架1上,支撑架51上设有竖向导向槽511,第一伸缩缸52安装在支撑架51上且第一伸缩缸52的活塞杆竖向设置,连接轴59水平安装在第一伸缩缸52的活塞杆头部并能沿着竖向导向槽511上下移动,连接臂53的上端转动连接在连接轴59上,连接臂53的下端转动连接在翻转架55上,第二伸缩缸54安装在翻转架55上并能随翻转架55同步翻转,伸缩架56安装在第二伸缩缸54的活塞杆上,第一撑杆57和第二撑杆58安装在伸缩架56的两头,在第二伸缩缸54的驱动下,可以使第一撑杆57和第二撑杆58相互靠近或者相互远离。
[0023]
如图4和图5所示,在第一伸缩缸52的驱动下,带动连接轴59向下移动,在连接臂53的上端向下移动至最低位置的状态下,翻转架55向下翻转,连接臂53和第二伸缩缸54的活塞杆均相对于竖平面倾斜设置,且倾斜方向相反,此时,如图1、图2、图3和图6所示,伸缩架56避开从口模2射下的料胚(图中未示)。
[0024]
如图7和图8所示,在第一伸缩缸52的驱动下,带动连接轴59向上移动,在连接臂53的上端向上移动至最高位置的状态下,翻转架55向上翻转至水平位置,伸缩架56上翻至口模2下方且第二伸缩缸54的活塞杆处于水平位置。此时,在第二伸缩缸54的驱动下,第一撑杆57和第二撑杆58相互远离,可以将从口模2射下的料胚袋口充分撑开。
[0025]
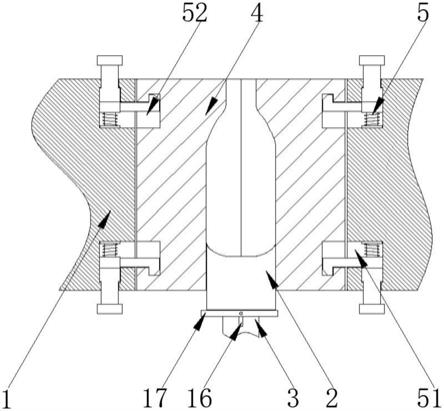
本实施例的收口装置6包括固定支架61、第一收口臂62、第二收口臂63、第一双头伸缩缸64和第二双头伸缩缸65。其中,第一收口臂62和第二收口臂63均大体呈u型,第一收口臂62的两侧杆和第二收口臂63的两侧杆均分别设于口模2下部的两侧,第一收口臂62的底杆和第二收口臂63的底杆设于口模2的下方,第一双头伸缩缸64和第二双头伸缩缸65分别位于口模2下部的两侧,第一双头伸缩缸64的活塞杆水平设置并分别连接在第一收口臂62和第二收口臂63的上部,第二双头伸缩缸65的活塞杆水平设置并分别连接在第一收口臂62和第二收口臂63的上部,第一收口臂62两侧臂和第二收口臂63的两侧臂的中部均转动连接在固定支架61上。
[0026]
如图7所示,在第一双头伸缩缸64和第二双头伸缩缸65的驱动下,第一收口臂62和第二收口臂63相互合拢,处于收口状态,即第一收口臂62和第二收口臂63夹紧从口模2射下的料胚袋口(图中未示),进行收口操作。如图6所示,在第一双头伸缩缸64和第二双头伸缩缸65的驱动下,第一收口臂62和第二收口臂63相互张开,避开从口模2射下的料胚。
[0027]
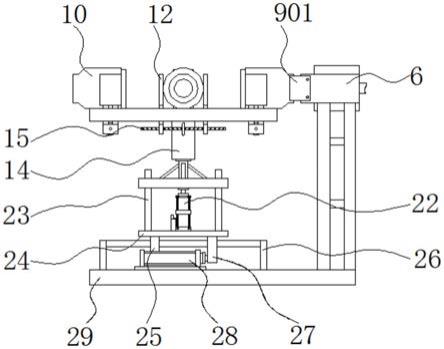
本实施例的取件装置7包括夹料固定架71、第一夹料伸缩缸72、第二夹料伸缩缸73、第一夹料臂74、第二夹料臂75和平移驱动机构76。其中,第一夹料伸缩缸72和第二夹料伸缩缸73均水平安装在夹料固定架71上,第一夹料臂74安装在第一夹料伸缩缸72的活塞杆上,第二夹料臂75安装在第二夹料伸缩缸73的伸缩杆上,第一夹料臂74和第二夹料臂75平行设置,在第一夹料伸缩缸72和第二夹料伸缩缸73的驱动下能相互对合或者相互分离,平移驱动机构76能驱动第一夹料伸缩缸72、第二夹料伸缩缸73、第一夹料臂74和第二夹料臂
75整体向内移动至合模装置4上方或者向外移动至合模装置4外侧。平移驱动机构76可以采用现有技术中的各种平移机构,如图3所示,本实施例的平移驱动机构76采用驱动
电机761、链轮762和链条763的传动方式,具体结构不再展开描述。
[0028]
本实施例的吹塑设备的自动收口取件方法,包括如下步骤:
[0029]
①
、撑料装置5的翻转架55在第一伸缩缸52的驱动下,向上翻转至口模2下方,料胚从口模2的出料口向下射出,第二伸缩缸54驱动第一撑杆57和第二撑杆58相远离,以撑开料胚袋口;
[0030]
②
、在第一双头伸缩缸64和第二双头伸缩缸65的驱动下,收口装置6的第一收口臂62和第二收口臂63的底杆相互合拢并对料胚袋口进行收口;
[0031]
③
、翻转架55在第一伸缩缸52的驱动下向下翻,并且,在第一双头伸缩缸64和第二双头伸缩缸65的驱动下,第一收口臂62和第二收口臂63的底杆向外张开,避开下落的料胚;
[0032]
④
、已收口完毕的料胚向下射出,待下降至设
定位置后,合模装置4相对合而使料胚成型为吹塑件;
[0033]
⑤
、在平移驱动机构76的驱动下,取件装置7的第一夹料臂74和第二夹料臂75移动至合模装置4上方,第一夹料臂74和第二夹料臂75在第一夹料伸缩缸72和第二夹料伸缩缸73的驱动下相互靠拢并夹住吹塑件的顶部;
[0034]
⑥
、在平移驱动机构76的驱动下,被夹住的吹塑件移出至合模装置4外;
[0035]
⑦
、待吹塑件移动至下料位置时,第一夹料伸缩缸72和第二夹料伸缩缸73驱动第一夹料臂74和第二夹料臂75张开,吹塑件下落。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除