[0001]
本发明涉及发动机密封件技术
领域,具体为一种密封性好的气门油封骨架制造工艺。
背景技术:
[0002]
油封是一般密封件的习惯称谓,简单地说就是
润滑油的密封。它是用来封
油脂的
机械元件,它将传动部件中需要润滑的部件与出力部件隔离,不至于让润滑油渗漏。静密封和动密封用密封件叫油封。
[0003]
油封的代表形式是tc油封,这是一种
橡胶完全包覆的带自紧弹簧的双唇油封,一般说的油封常指这种tc骨架油封。
[0004]
凡是运转体箱内有液体润滑油而又与外部相连接的部位都需要油封。有些是橡胶的,有些是金属的,多数是钢骨橡胶的,如
曲轴后油封,变速箱前后油封,左右半轴油封,主减速器前油封,空压机曲轴油封等。
[0005]
发动机气门用的油封叫做气门油封。一般的油封制造工艺制造处的油封骨架与橡胶件之间的附着力不够,容易造成脱离,影响油封的密封性能。
技术实现要素:
[0006]
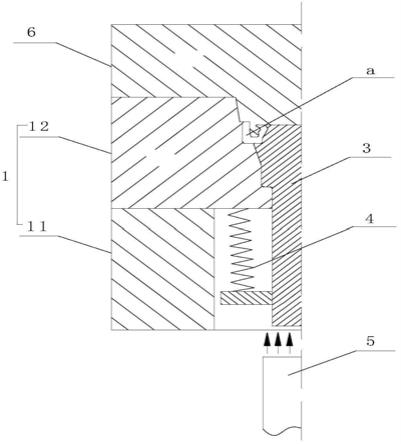
本发明的目的在于提供一种密封性好的气门油封骨架制造工艺,具备在金属骨架内侧增设t口环形槽,增加金属骨架与橡胶件之间的附着力,改善油封的密封性能的优点,解决了一般的油封制造工艺制造处的油封骨架与橡胶件之间的附着力不够,容易造成脱离,影响油封的密封性能的问题。
[0007]
为实现上述目的,本发明提供如下
技术方案:一种密封性好的气门油封骨架制造工艺,制造流程:铁壳回厂检验、模锻、皮膜、接着;
[0008]
一种密封性好的气门油封制造工艺,氟橡胶添加制造流程:加模具、胶料裁切、加硫成型和检验包装。
[0009]
一种密封性好的气门油封骨架制造工艺,制造流程:
[0010]
s1、将铁壳原料回厂进行检验,确保铁壳质量达标,检验合格的铁壳抛光;
[0011]
s2、将铁壳送入模锻设备内,在铁壳内侧开出t口环形槽;
[0012]
s3、将铁壳送入皮膜工序进行脱脂,向装有铁壳的容器中加入脱脂液,对铁壳去脂;去脂后的铁壳送入加有磷化液的容器中,对铁壳表面进行防锈处理;表面处理后的铁壳送入加有硫化液的容器中,增加铁壳的附着力;
[0013]
s4、经过皮膜工序处理后的铁壳放入加有接着剂的容器中,接着剂是td870和酒精按照1:4比例配置的混合溶液;第一次浸泡时通过
搅拌机进行搅拌两小时,温度控制在200℃,第二次浸泡时通过搅拌机进行搅拌两小时,温度控制在160℃,浸泡后将铁壳烘干。
[0014]
一种密封性好的气门油封制造工艺,氟橡胶添加制造流程:
[0015]
s1、浸泡过接着剂的铁壳送入相应的模具中,模具要与铁壳完全匹配;
[0016]
s2、氟橡胶进行混炼测试,添加硫化促进剂,混炼测试后按照料重比例切料;
[0017]
s3、装有铁壳的模具加入胶料,进行加硫成型工序,用氟橡胶的加硫成型工序温度控制在180℃,加工时间为3分钟;
[0018]
s4、打开模具得到油封,测油封外径、高度、副唇、内径、整修内径和r值,油封的外观要平整,油封表面不能见铁。
[0019]
与现有技术相比,本发明的有益效果如下:铁壳送入模锻设备内,在铁壳内侧开出t口环形槽;铁壳送入皮膜工序进行脱脂,向装有铁壳的容器中加入脱脂液;去脂后的铁壳送入加有磷化液的容器中;表面处理后的铁壳送入加有硫化液的容器中;铁壳放入加有接着剂的容器中分两次浸泡。在金属骨架内侧增设t口环形槽,氟橡胶料与油封骨架组合后,氟橡胶料充入到t口环形槽内,使油封骨架与氟橡胶完全嵌入组合,增加金属骨架与橡胶件之间的附着力,改善油封的密封性能。
具体实施方式
[0020]
下面将结合本发明实施例对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0021]
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于文中所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0022]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0023]
实施例1
[0024]
本发明提供的一种实施例:一种密封性好的气门油封骨架制造工艺,制造流程:铁壳回厂检验、模锻、皮膜和接着;
[0025]
一种密封性好的气门油封制造工艺,氟橡胶添加制造流程:加模具、胶料裁切、加硫成型和检验包装。
[0026]
铁壳送入模锻设备内,在铁壳内侧开出t口环形槽,在金属骨架内侧增设t口环形槽,氟橡胶料与油封骨架组合后,氟橡胶料充入到t口环形槽内,使油封骨架与氟橡胶完全嵌入组合,增加金属骨架与橡胶件之间的附着力,改善油封的密封性能。
[0027]
实施例2
[0028]
本发明提供的一种实施例:一种密封性好的气门油封骨架制造工艺,准备工作和注意事项:
[0029]
s1、全面检查机械密封,机械装置和管线符合安全标准;
[0030]
s2、机械密封启动前进行静压实验,静压实验压力用2到3千克每平方厘米,机械密封无泄漏后投入使用;
[0031]
s3、按泵旋方向盘车,转动轻快均匀则符合标准。
[0032]
实施例3
[0033]
本发明提供的一种实施例:一种密封性好的气门油封骨架制造工艺,安装和停运:
[0034]
s1、设备启动前保持密封腔内充满液体介质,当设备内介质凝固时,通入蒸汽加热使介质融化;
[0035]
s2、设备启用时先启动封油系统,设备停止后最后关闭封油系统;
[0036]
s3、热油泵停运后等到端面密封处油温降到80℃以下,再停止冷却水。
[0037]
实施例4
[0038]
本发明提供的一种实施例:一种密封性好的气门油封骨架制造工艺,设备运转:
[0039]
s1、泵启动后出现轻微泄漏现象,先观察,运行4小时后仍然泄漏,则停泵检查;
[0040]
s2、泵启动后的压力波动不大于1千克每平方厘米;
[0041]
s3、定期进行设备密封检查。
[0042]
实施例5
[0043]
本发明提供的一种实施例:一种密封性好的气门油封骨架制造工艺,制造流程:
[0044]
s1、将铁壳原料回厂进行检验,确保铁壳质量达标,检验合格的铁壳抛光;
[0045]
s2、将铁壳送入模锻设备内,在铁壳内侧开出t口环形槽;
[0046]
s3、将铁壳送入皮膜工序进行脱脂,向装有铁壳的容器中加入脱脂液,对铁壳去脂;去脂后的铁壳送入加有磷化液的容器中,对铁壳表面进行防锈处理;表面处理后的铁壳送入加有硫化液的容器中,增加铁壳的附着力;
[0047]
s4、经过皮膜工序处理后的铁壳放入加有接着剂的容器中,接着剂是td870和酒精按照1:4比例配置的混合溶液;第一次浸泡时通过搅拌机进行搅拌两小时,温度控制在200℃,第二次浸泡时通过搅拌机进行搅拌两小时,温度控制在160℃,浸泡后将铁壳烘干。
[0048]
一种密封性好的气门油封制造工艺,氟橡胶添加制造流程:
[0049]
s1、浸泡过接着剂的铁壳送入相应的模具中,模具要与铁壳完全匹配;
[0050]
s2、氟橡胶进行混炼测试,添加硫化促进剂,混炼测试后按照料重比例切料;
[0051]
s3、装有铁壳的模具加入胶料,进行加硫成型工序,用氟橡胶的加硫成型工序温度控制在180℃,加工时间为3分钟;
[0052]
s4、打开模具得到油封,测油封外径、高度、副唇、内径、整修内径和r值,油封的外观要平整,油封表面不能见铁。
[0053]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何标记视为限制所涉及的权利要求。
如果您还有其他的疑问和需求,请点击【立即咨询】或者是添加微信号 【13608176338】 和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
和我们鱼爪商标网客服取得联系,为你排忧解难! 此文章来源于网络,如有侵权,请联系删除
此文章来源于网络,如有侵权,请联系删除